


Spritzgussfehler:Ursachen und wie Sie sie verhindern können

Spritzgießen ist eines der vorteilhaftesten Verfahren zur Herstellung von Teilen. Zu den Vorteilen gehören hohe Effizienz, schnelle Produktionsgeschwindigkeit, Flexibilität bei Größe und Form sowie Betriebsautomatisierung. Darüber hinaus sind Produkte aus dem Spritzguss oft genau in der Größe. Mehrere Spritzgussfehler stellen jedoch weiterhin eine Gefahr für die Qualität der Produkte dar.
Dieser Artikel zielt darauf ab, die verschiedenen Fehler und Ursachen von Spritzgussteilen zu diskutieren. Es wirft auch ein Licht auf die verschiedenen Dinge, die Sie tun können, um sie zu beheben.
Spritzgussfehler , Ursachen und Lösungen
Einige Spritzgussfehler können sehr schwer zu beheben sein. Diese Defekte können mehrere Ursachen haben. Dies kann auf den Formprozess, die verwendeten Materialien, die Wartung oder die Lagerbedingungen zurückzuführen sein.
Das Verhindern von Fehlern an Kunststoffformteilen kann so einfach sein wie das Anpassen des Spritzgießprozesses. Es könnte auch helfen, Produktionsanlagen zu ersetzen oder Formwerkzeuge neu zu konstruieren. Schauen wir uns die verschiedenen Spritzgussfehler und -ursachen sowie die Lösungen an.
Typ 1:Spritzgussfehler, die durch den Formprozess verursacht werden
Bestimmte Spritzgussverfahren sind möglicherweise für die Herstellung einiger Teile nicht effektiv. Der Formprozess ist die häufigste Fehlerursache bei Spritzgussteilen. Sie können solche Defekte jedoch leicht verhindern, indem Sie einfach die Temperatur, die Durchflussrate oder andere Werkzeugparameter anpassen. Zu diesen Fehlern gehören:
1. Flusslinien
Dies sind wellenartige Muster, die auf dem schmalen Abschnitt von Formteilen erscheinen. Flusslinien haben normalerweise eine etwas andere Farbe als andere Bereiche um sie herum. Sie können Fließlinien auch als ringförmige Bänder sehen.

Diese Bänder können auf der Oberfläche Ihres Produkts auftreten. Sie befinden sich auch in der Regel in der Nähe der Eintrittspunkte der Form. Während Fließlinien die Integrität Ihrer Teile möglicherweise nicht beeinträchtigen, können sie bei einigen Konsumgütern nicht akzeptabel sein.
Ursachen
- Niedrige Formtemperatur und Materialtemperatur
- Langsamer Einspritzdruck und -geschwindigkeit
- Die geringe Größe des Tors und des Strömungskanals
- Variation in der Abkühlgeschwindigkeit des Materials, wenn es in verschiedene Richtungen fließt
Lösungen
- Erhöhen Sie den Einspritzdruck, die Geschwindigkeit und die Materialtemperatur.
- Fügen Sie etwas mehr Abstand zwischen den Formanschnitten und den Formkühlmitteln hinzu.
- Düsendurchmesser vergrößern.
- Wechseln Sie zu einem Heißkanal oder reduzieren Sie die Größe des Hauptkanals
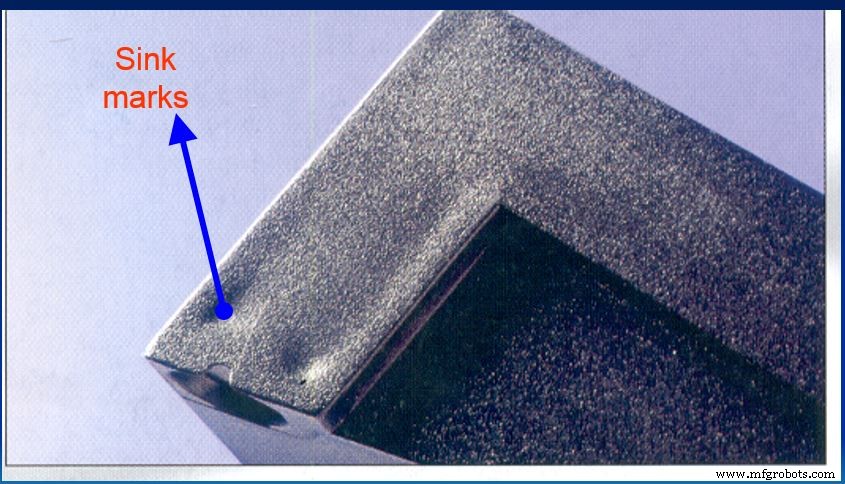
2. Einfallstellen
Diese Art von Spritzgussfehlern tritt als kleine Vertiefungen oder Vertiefungen auf. Diese Merkmale treten auf ebenen und gleichmäßigen Oberflächen von Formteilen auf. Einfallstellen entstehen in der Regel beim Schrumpfen des Innenteils eines Formteils. Dadurch zieht sich das Material von außen nach innen.
Ursachen
- Sehr niedriger Halte- oder Einspritzdruck
- Kühl- oder Haltezeit und Druck zu kurz
- Sehr hohe Schmelz- oder Formtemperaturen
- Unsachgemäße Konstruktion des beabsichtigten Formteils
Lösungen
- Reduzieren Sie die dicke Wandgröße des Formmaterials und kontrollieren Sie die angrenzende Wandstärke.
- Haltezeit und Druck erhöhen.
- Erhöhen Sie die Kühlzeit.
3. Schweißnähte
Schweißnähte sind Kunststoffformteilfehler, die eine Konvergenz von geschmolzenem Material auf der Oberfläche Ihres Teils verursachen. Das geschmolzene Material spaltet sich zunächst in zwei oder mehr Bereiche in der Form auf.

Dieser Defekt tritt normalerweise aufgrund einer schwachen Materialbindung auf. Die schwache Bindung verringert die Festigkeit des Teils weiter.
Ursachen
- Eine zu niedrige oder zu hohe Temperatur des geschmolzenen Materials
- Ungleichmäßige Wandstärke
- Einsätze, Löcher und Multi-Gate-Features auf gefertigten Teilen
Lösungen
- Erhöhen Sie die Fließfähigkeit des geschmolzenen Materials.
- Passen Sie die Position des Tors an und schließen Sie einen Entlüftungsschlitz ein.
- Trennmittelmenge reduzieren.
- Erhöhen Sie die Schmelztemperatur.
4. Brandspuren
Dieser Spritzgussfehler zeigt sich als schwarze Verfärbung auf der Oberfläche des Formteils. Das geformte Kunststoffteil kann auch rostfarben erscheinen. Brandspuren beeinträchtigen im Allgemeinen nicht die Integrität von Teilen. Es wird jedoch zu einem Problem, wenn das Teil bis zu einem Grad der Verschlechterung verbrannt wird.

Ursachen
- Verzögerung beim Entfernen der Luft aus dem Hohlraum
- Die zu hohe Schmelztemperatur
- Hochtourige Gussschnecke oder zu hohe Einspritzgeschwindigkeiten
- Unsachgemäßes Design des Läufersystems
Lösungen
- Reduzieren Sie die Schmelz- und Formtemperatur.
- Senken Sie die Injektionsgeschwindigkeit.
- Fügen Sie Abgassysteme (Tore und Gasauslässe) hinzu.
- Reduzieren Sie das Formzyklussystem.
Typ 2:Spritzgussfehler im Zusammenhang mit Lagerung oder verwendeten Materialien
Neben dem Formgebungsprozess können Spritzgussfehler auch materialbedingt auftreten. Es kann auch an der Handhabung des Materials durch den Hersteller vor der Produktion liegen. Die Mängel in dieser Klasse können geringfügige ästhetische Mängel oder eine beeinträchtigte Festigkeit des Formteils sein. Je nach Anwendung der Produkte können sie auch Sicherheitsbedenken hervorrufen. Zu den Mängeln gehören:
5. Verfärbung
Dieser Fehler wird auch als Farbstreifenbildung bezeichnet. Verfärbungen treten auf, wenn Ihr Formteil eine andere als die vorgesehene Farbe hat. Solche Verfärbungen treten normalerweise in lokalisierten Bereichen auf. Manchmal finden Sie vielleicht nur einige ungewöhnliche Farbstreifen auf Ihrem Teil. Obwohl dieser Mangel die Festigkeit des Produkts nicht verringert, beeinträchtigt er sein Aussehen.

Ursachen
- Pellets oder Restharze im Trichter oder in der Düse
- Formen verschiedener Typen aus einem früheren Produktionslauf
- Unzureichende thermische Stabilität des Farbstoffs
- Unzureichendes Mischen des Masterbatches
Lösungen
- Reinigen Sie den Trichter, die Form und die Düse zwischen den Produktionsprozessen ordnungsgemäß.
- Sie können ein Reinigungsmittel verwenden, um überschüssiges Färbemittel zu entfernen.
- Achten Sie auf eine gleichmäßige Mischung des Masterbatches.
- Stellen Sie eine angemessene thermische Stabilität des Farbstoffs sicher.
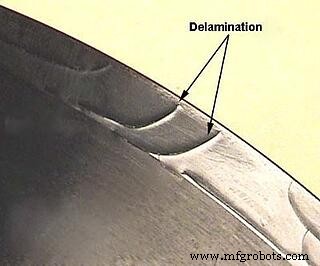
6. Delaminierung
Sich leicht ablösende dünne Schichten auf Oberflächen von Kunststoffformteilen sind Anzeichen für Delaminierung. Delaminierung ist ein Spritzgussfehler, der durch Abblättern der Oberflächenschicht gekennzeichnet ist. Es handelt sich um eine relativ schwerwiegende Art von Defekt, der die Festigkeit des Formteils verringern kann.
Ursachen
- Mischform mit inkompatiblen Polymeren
- Übermäßige Verwendung von Trennmitteln während des Formprozesses
- Übermäßiger Feuchtigkeitszustand
Lösungen
- Sicherstellen, dass während der Produktion kompatible Materialien verwendet werden.
- Entfernen Sie jede Form von Verunreinigungen aus der Formaufstellung.
- Fasen Sie jeden Läufer oder jedes Tor an, um scharfe Winkel zu erhalten.
Typ 3:Spritzgussfehler, die durch Wartung oder schlechtes Formdesign verursacht werden
Bei der Betrachtung von Spritzgussfehlern und -ursachen ist auch die Werkzeugkonstruktion von entscheidender Bedeutung. Unsachgemäße Wartung der Form ist ein weiterer Katalysator für Formfehler. Solche Defekte können kostspielig und schwierig zu beheben sein, da sie sich in den letzten Stadien befinden. Zu den gängigen Typen gehören die folgenden:
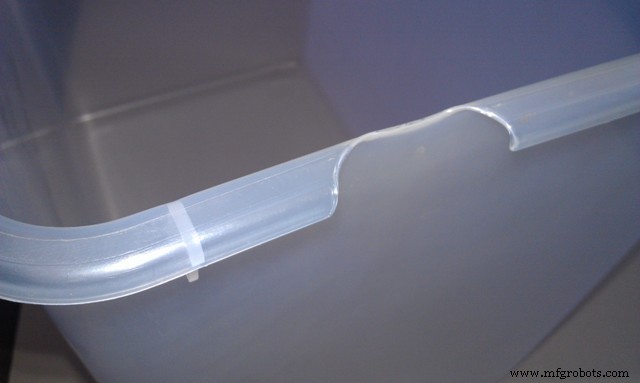
7. Blitz
Viele Hersteller bezeichnen Grate auch als „Grat“ oder „Spucken“. Grat bezieht sich auf einen Zustand, bei dem überschüssiges Formmaterial als Vorsprung an der Kante des Bauteils erscheint. Ein solcher Defekt tritt auf, weil einige Materialien aus den vorgesehenen Kanälen fließen.

Sie treten dann in den Raum ein, der zwischen der Werkzeugplatte entsteht. Einige können auch am Injektionsstift einfließen. Obwohl es sich um einen subtilen Mangel handelt, kann ein Blitz ein offensichtlicher Mangel an Produkten sein.
Ursachen
- Mängel im Formstoff
- Unzureichende Klemmkraft
- Unsachgemäßes Design und Management des Abgassystems
Lösungen
- Gestalten Sie die Form so, dass sie bei Bedarf geschlossen werden kann.
- Stellen Sie sicher, dass die Auslassöffnung eine geeignete Größe hat.
- Umgestalten oder Umrüsten der Form für einen ordnungsgemäßen Materialfluss.
- Erhöhen Sie die Klemmkraft der Platte.
8. Kurzer Schuss
Sie haben einen kurzen Schuss, wenn das geschmolzene Material nicht fließt, um den Hohlraum der Form vollständig zu füllen. In diesem Fall kommt das Formteil nach dem Abkühlen unvollständig heraus. Sie erscheinen oft als unvollständige Bereiche in Kunststoffregalen.
Sie können einige als fehlende Zinken an Kunststoffgabeln sehen. Es gibt so viele andere Beispiele. Viele Leute betrachten kurze Slots als einen großen Mangel. Es kann das beabsichtigte Aussehen Ihres Formteils verändern oder seine Funktionen beeinträchtigen.
Ursachen
- Einschränkung des Durchflusses durch blockierte oder enge Tore
- Material mit sehr hoher Viskosität
- Verwendung einer sehr kalten Form, die ein vollständiges Füllen mit geschmolzenem Material verhindert
- Eingeschlossene Lufteinschlüsse
- Unzureichender Einspritzdruck
Lösungen
- Redesign der Form, um breitere Anschnitte oder Kanäle für einen besseren Fluss zu haben.
- Wählen Sie ein dünneres Grundmaterial oder erhöhen Sie den Einspritzdruck und die Einspritzgeschwindigkeit.
- Erhöhen Sie die Formtemperatur, um ein schnelles Abkühlen des Materials zu verhindern.
- Schließen Sie weitere Belüftungsöffnungen an oder vergrößern Sie verfügbare Belüftungsöffnungen.
Schlussfolgerung
Eine Vielzahl der oben genannten Spritzgussfehler kann ein Formteil weniger ansprechend machen. Sie können auch erhebliche Auswirkungen auf Ihr Endergebnis haben. Viele von ihnen können Sie jedoch leicht verhindern, indem Sie geeignete Designprozesse integrieren. Andere erfordern nur Änderungen der verwendeten Materialien und Lagerbedingungen.
Daher ist für den Prozess eine erhebliche Vorabinvestition in Werkzeuge erforderlich. Besonders wichtig ist auch, dass Sie Ihr Werkzeugdesign immer richtig machen. Deshalb ist RapidDirect für Sie da! Bei RapidDirect sind wir Profis darin, Ihnen den Kunststoffspritzguss-Service von höchster Qualität zu bieten.

Wir verstehen die verschiedenen Spritzgussfehler und -ursachen. Durch unser erstklassiges technisches Know-how können wir diese Mängel unbedingt vermeiden. Unsere kosteneffizienten Kunststoffspritzguss-Services stehen für die Massenproduktion und schnelle Prototypen zur Verfügung. Diese und viele mehr erhalten Sie, wenn Sie Ihre Designdateien für ein Angebot hochladen.
FAQ – Spritzgussfehler
Wie verhindere ich Einsinken in Formteilen?Senken treten aufgrund von Querschnitten auf, die dicker als normal sind. Sie sind auch das Ergebnis von ungleichmäßigen Teiledesigns oder unsachgemäßer Platzierung des Anschnitts. Daher sollten Sie sich bei jedem verwendeten Material an die empfohlene Wandstärke halten. Dadurch wird sichergestellt, dass Materialien bei Bedarf von dicken zu dünnen Bereichen fließen.
Sind Spritzgussfehler vermeidbar?Ja. Defekte an Spritzgussteilen können Sie ganz einfach vermeiden. Alles, was Sie tun müssen, ist, die richtigen Herstellungs- und Lagerungstechniken zu befolgen. Es wäre hilfreich, wenn Sie auch die effektivsten Werkzeuge für Ihre Kunststoffspritzgussprozesse auswählen würden.
Ist die Einspritzgeschwindigkeit wichtig, während Spritzgussfehler verhindert werden?Die Einspritzgeschwindigkeit oder -rate hat einen großen Einfluss auf die Sekundärerwärmung des Kunststoffs. Daher ist eine geeignete und optimale Einspritzgeschwindigkeit sehr wichtig, wenn Sie Defekte vermeiden wollen.
Verbundwerkstoff
- So wird das Spritzgießen durchgeführt
- Kann 3D-Druck das Spritzgießen ersetzen?
- Wie werden die Spritzgusskosten geschätzt?
- 5 Ursachen für Geräteausfälle (und was Sie dagegen tun können)
- Planen und Implementieren der Automatisierung in einer Spritzgussanlage
- Vier Arten von Cyberangriffen und wie man sie verhindert
- 4 Hauptursachen für Schaltanlagenausfälle und wie man sie vermeidet
- Die häufigsten Ursachen für Maschinenausfälle und wie man sie vermeidet
- Was ist ein Druckabfall und wie verhindert man ihn?
- Fallstricke beim Maschinenschutz und wie man sie vermeidet