


Optimale PrusaSlicer-Unterstützungseinstellungen für zuverlässige 3D-Drucke
In PrusaSlicer sind die richtigen Stützeinstellungen für erfolgreiche Drucke entscheidend, insbesondere wenn ein Modell Überhänge oder Strukturen in der Luft enthält. Richtig konfigurierte Stützen halten das Teil während des Druckens stabil, reduzieren Filamentabfall und machen die Nachbearbeitung schmerzlos.
Im Gegensatz dazu kann es schwierig sein, schlecht erzeugte Stützstrukturen zu entfernen, was zu Dellen oder sogar zu Brüchen bei empfindlichen Modellen führen kann.
Nachfolgend finden Sie eine detaillierte Anleitung, die auf Erfahrungen aus der Praxis und Best Practices von Experten basiert und Ihnen dabei hilft, PrusaSlicer für eine optimale Support-Generierung zu konfigurieren.
Da die idealen Einstellungen von Ihrem Drucker, Material und der Modellgeometrie abhängen, dienen die folgenden Empfehlungen als Ausgangspunkt, den Sie möglicherweise an Ihre spezifische Einrichtung anpassen müssen.
Hier sind die wichtigsten PrusaSlicer-Supportoptionen, die Sie sich ansehen sollten:
- Unterstützungsmaterial generieren
- Überhangschwelle
- Stil
- Floßschichten
- Floßkontakt-Z-Abstand
- Oberer und unterer Kontakt-Z-Abstand
- Muster
- Musterabstand
- Schnittstellenschichten
- Schnittstellenmuster
- Abstand der Schnittstellenmuster
- XY-Trennung zwischen einem Objekt und einem Träger
- Maximaler Zweigwinkel
- Abzweigdurchmesser
- Abzweigentfernung
Unterstützungsmaterial generieren
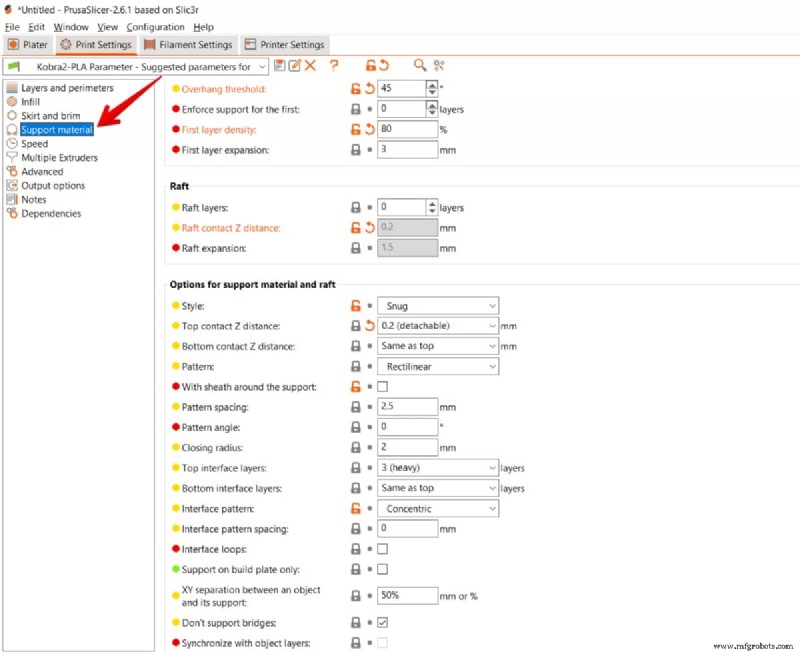
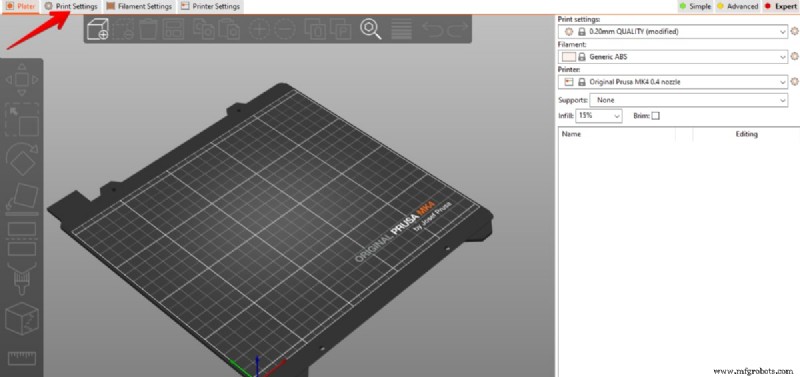
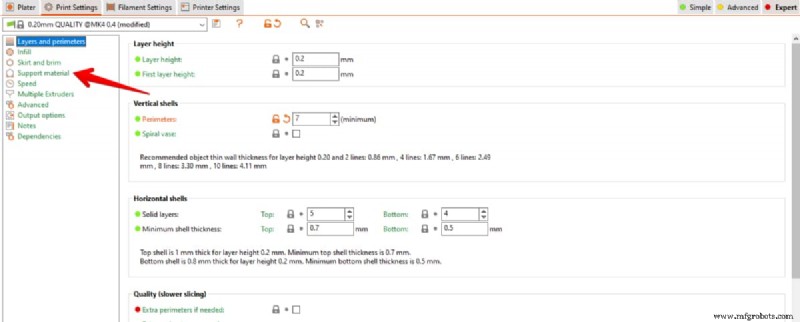
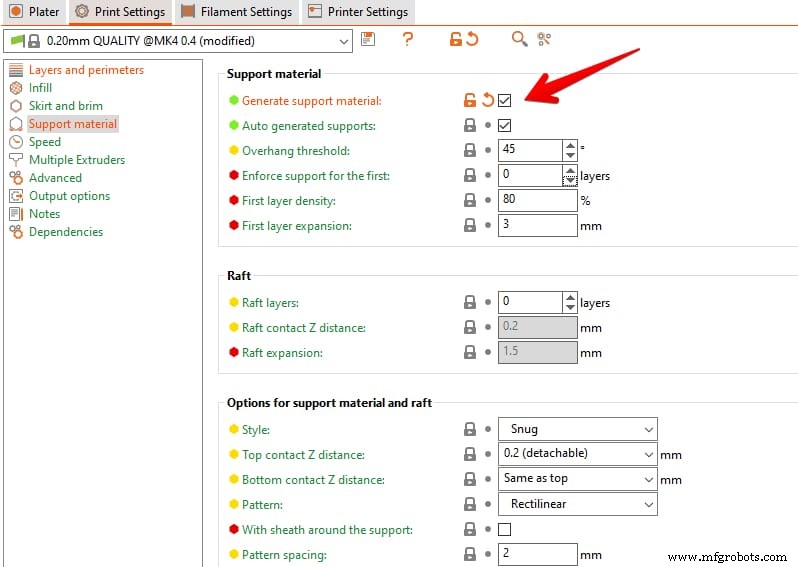
Um die Unterstützung zu aktivieren, öffnen Sie die Druckeinstellungen Panel im oberen Menü und navigieren Sie zum Supportmaterial Abschnitt. Das Unterstützungsmaterial generieren Das Kontrollkästchen ist standardmäßig deaktiviert. Aktivieren Sie diese Option, wenn Ihr Modell Überhänge enthält, die sonst zusammenbrechen würden.
Nach der Aktivierung können Sie die verbleibenden Unterstützungsparameter feinabstimmen. Denken Sie daran, dass jede Stütze Filament verbraucht und die Gesamtdruckzeit verlängert.
Die Reduzierung der Unterstützungsmenge ist möglich, indem das Modell neu ausgerichtet oder geteilt wird, um Überhänge vor dem Schneiden zu minimieren.
Abhängig von Ihrem Arbeitsablauf können Sie sich für eine vollautomatische Unterstützungsgenerierung entscheiden oder Unterstützungen manuell anwenden.
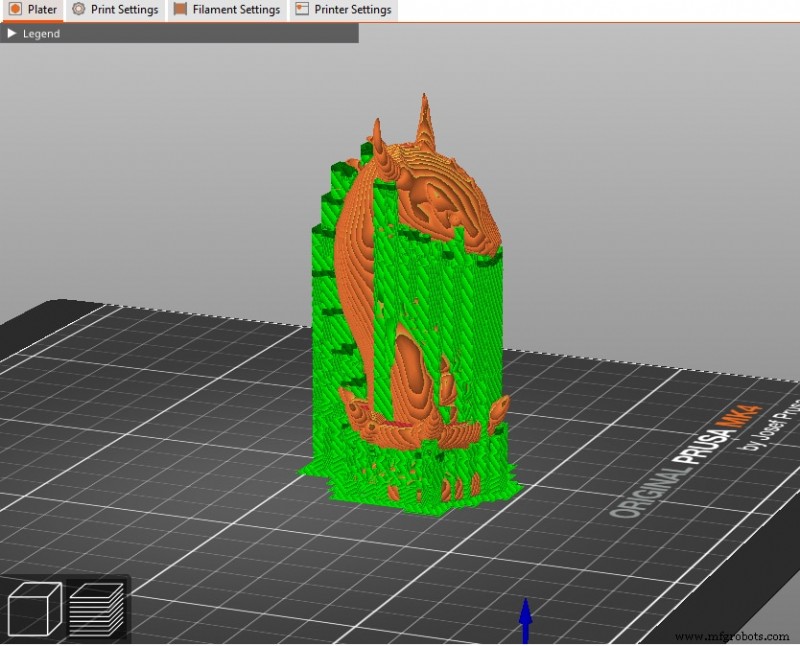
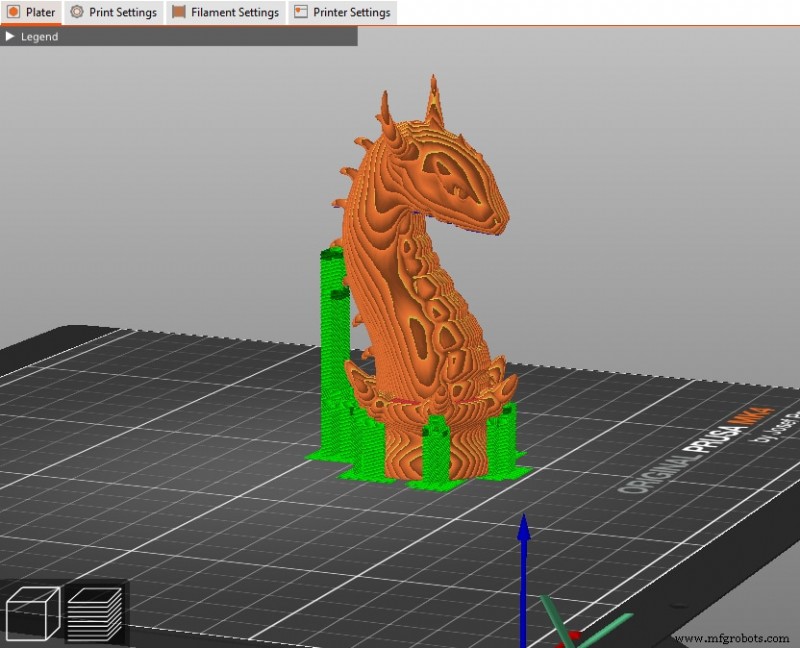
Automatisch generierte Unterstützungen
Bei Automatisch generierten Unterstützungen aktiviert ist, platziert PrusaSlicer automatisch Stützen überall dort, wo der Überhangschwellenwert überschritten wird. Der Standardschwellenwert liegt bei 45°, Sie können ihn jedoch anpassen, um die Dichte der Stützen zu steuern.

Automatische Stützen sind ideal für Anfänger oder wenn Sie sich über die optimale Platzierung nicht sicher sind. Sie können so konfiguriert werden, dass sie Überall Unterstützungen generieren (von der Bauplatte und allen überhängenden Abschnitten) oder Nur auf der Bauplatte (was den Kontakt mit empfindlichen Merkmalen verringern kann, aber möglicherweise nicht unterstützte Überhänge hinterlässt).
Manuelle Unterstützung
Manuelle Stützen geben Ihnen die volle Kontrolle darüber, wo Stützmaterial erscheint. Dies kann Filament- und Druckzeit sparen, wenn Sie sicher sind, diese strategisch zu platzieren.
PrusaSlicer bietet zwei manuelle Modi:
- Farbe auf Trägern – Heben Sie Bereiche hervor, die Unterstützung benötigen.
- Unterstützen Sie Enforcer und Blocker – Fügen Sie Stützpunkte auf Modellbasis hinzu oder entfernen Sie sie.
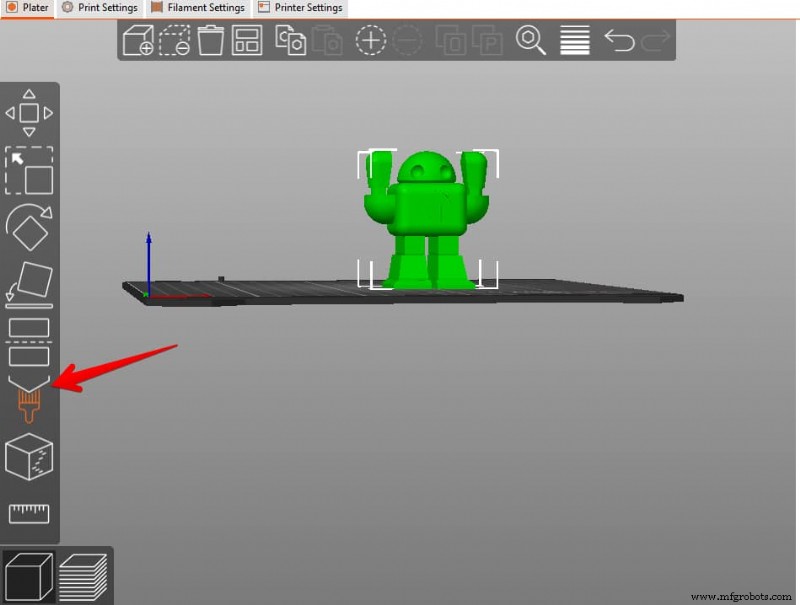
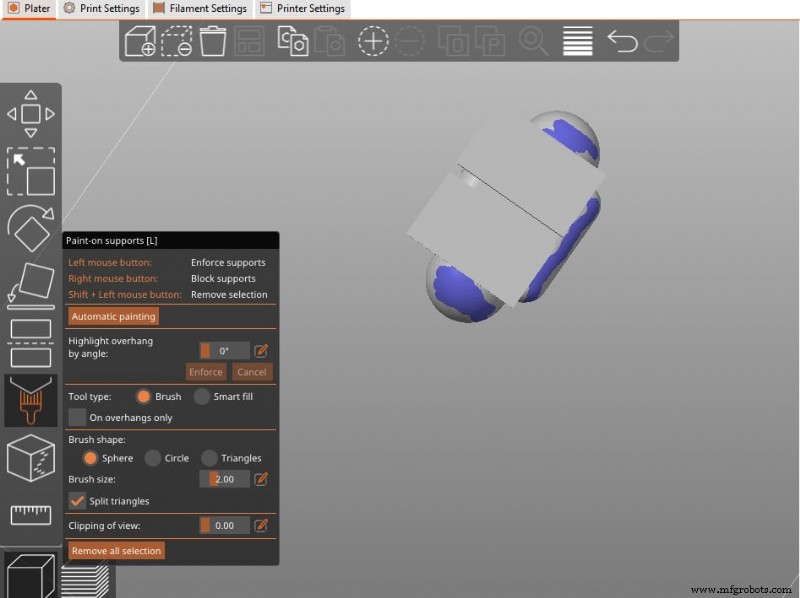
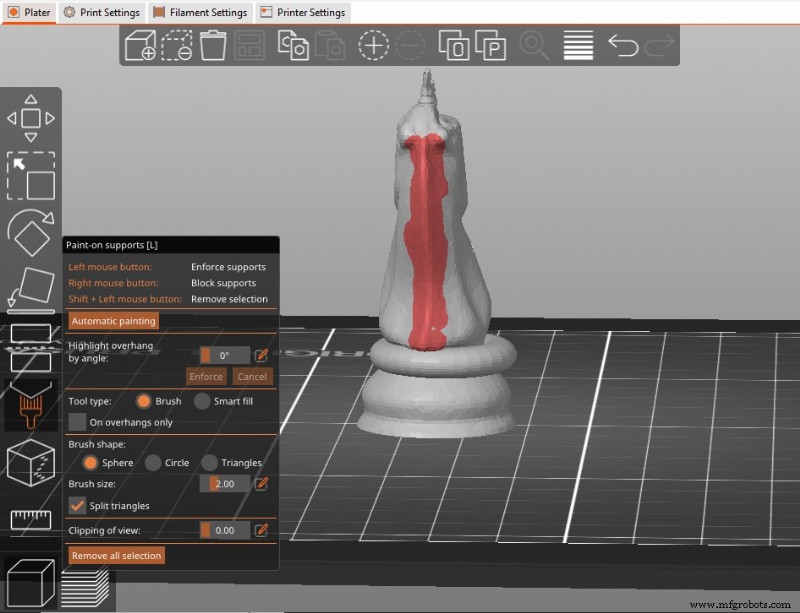
Auf Stützen malen
Malen Sie mit dem Pinselsymbol im linken Bereich die gewünschten Bereiche. Schalten Sie nach dem Malen den Support-Modus auf Nur für Support-Enforcer um und schneiden Sie es, um die Ergebnisse zu sehen.
Sehen Sie sich dieses Video von ModBot an für eine visuelle Komplettlösung.
Unterstützen Sie Enforcer und Blocker
Klicken Sie mit der rechten Maustaste auf die Modelloberfläche, um Blocker (um Stützungen zu verhindern, bei denen es auf Details ankommt) oder Enforcer (um Stützungen an einem bestimmten Punkt zu erzwingen) zu platzieren.
Nach dem Hinzufügen eines Blockers wird es rot. Schneiden Sie erneut, um das aktualisierte Support-Layout zu bestätigen.
Unterstützungs-Enforcer sind praktisch, wenn nur wenige isolierte Unterstützungen benötigt werden. Sie können auch lange Brücken in kürzere, zuverlässigere Segmente aufteilen.
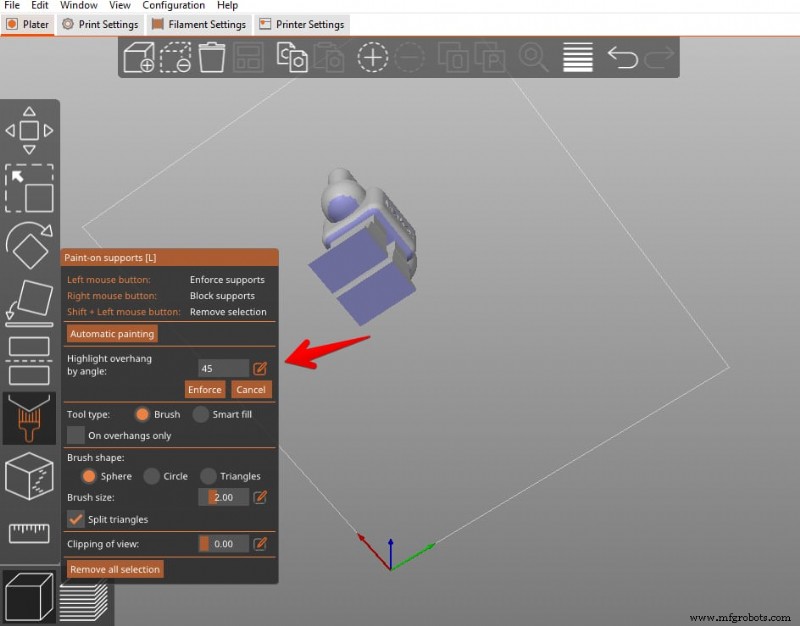
Überhangschwelle
Der Überhangschwellenwert definiert den Mindestwinkel (von der horizontalen Ebene), bei dem der Slicer entscheidet, dass ein Feature Unterstützung benötigt. Der Standardwert von PrusaSlicer ist 45°, einstellbar zwischen 0° und 90°.

Durch das Absenken des Schwellenwerts wird die Anzahl der Unterstützungen verringert, es besteht jedoch möglicherweise das Risiko eines Überhangfehlers. Eine Erhöhung erhöht die Stützdichte und den Filamentverbrauch.
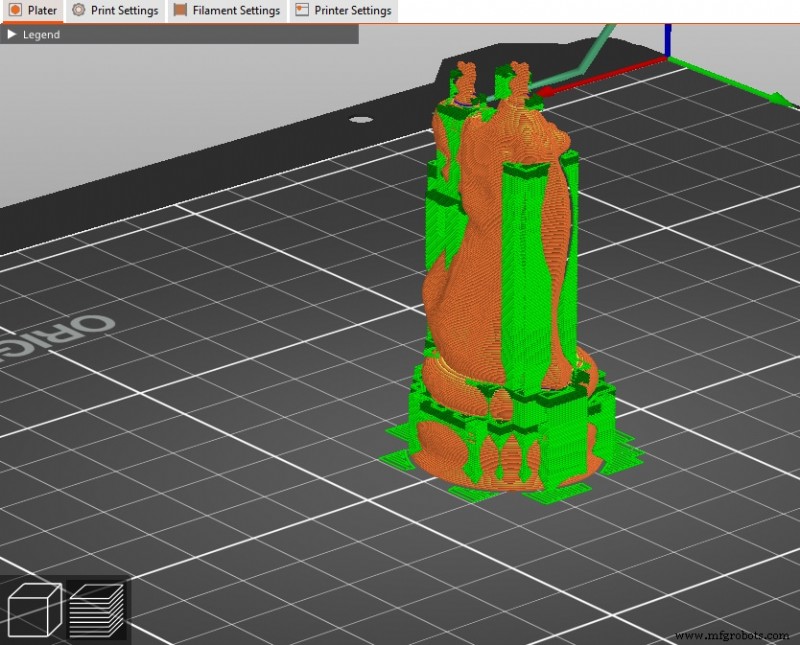
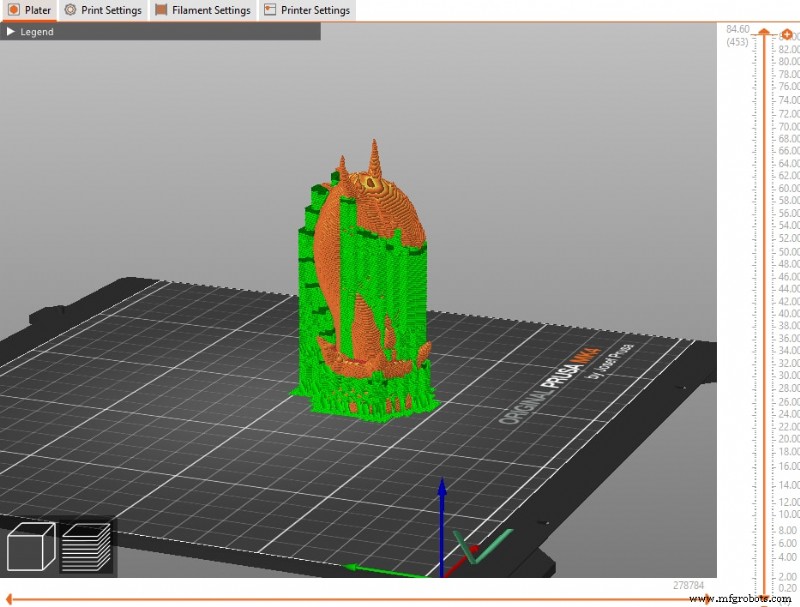
Die farbcodierte blaue Schattierung in der Vorschau zeigt die Bereiche an, die unterstützt werden sollen.
Stil
PrusaSlicer bietet drei Unterstützungsstile, die jeweils Druckgeschwindigkeit, Filamentverbrauch und Nachbearbeitungsfreundlichkeit in Einklang bringen.
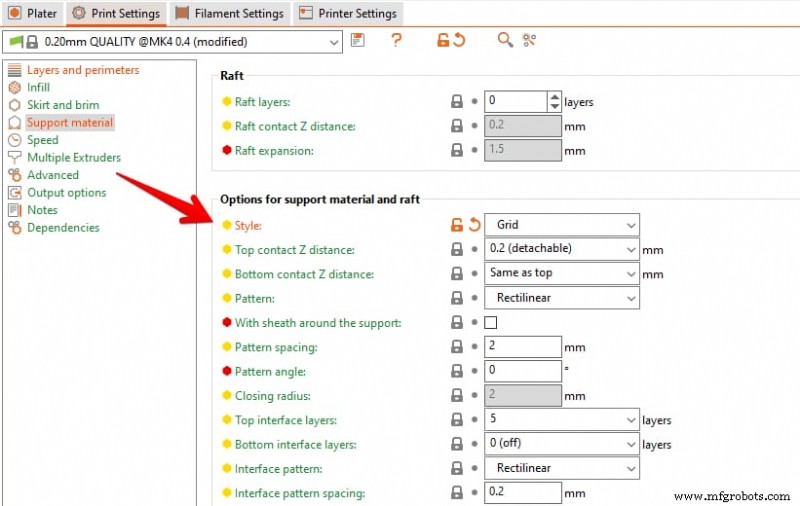
- Gitter – Die Standardeinstellung. Robust, leicht zu entfernen, kann aber über den Umfang des Modells hinausragen.
- Gemütlich – Minimiert den Kontakt mit dem Modell, spart Filament, kann jedoch die Oberfläche vernarben und ist schwerer zu entfernen.
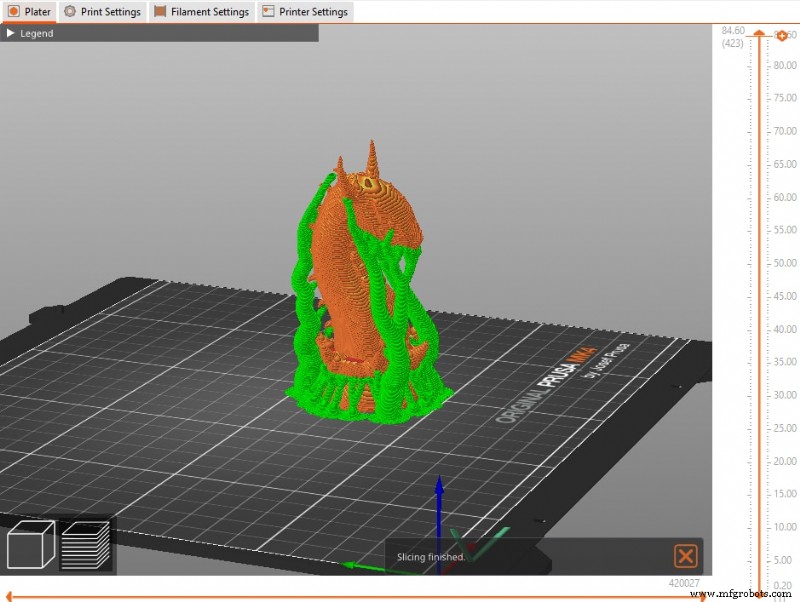
- Bio – Neuester Stil. Zweige wachsen nur dort, wo sie benötigt werden, was zu leichten, leicht entfernbaren Stützen führt, die selten unkritische Oberflächen berühren.
Für komplexe oder filigrane Geometrien ist Organic oft die beste Wahl. Wenn Haftungsprobleme auftreten, erhöhen Sie die Erstschichtexpansion Wert, um die Basiskontaktfläche zu verbreitern.
Floßschichten
Das Hinzufügen von Floßschichten kann die Haftung des Untergrunds und die Oberflächenqualität bei Modellen mit schlechter Haftung oder dünnen Untergründen verbessern. Normalerweise reichen 1–3 Schichten aus; Der Standardwert ist Null.

Floß-Kontakt-Z-Abstand
Dieser vertikale Spalt zwischen Floß und Modell ist normalerweise minimal. Ein Abstand von 1 mm eignet sich gut für die meisten löslichen Schnittstellen und sorgt für ein ausgewogenes Verhältnis zwischen einfacher Trennung und Haftung.

Oberer und unterer Kontakt-Z-Abstand
Der Kontaktabstand zwischen der Stützschnittstelle und den Ober-/Unterflächen des Modells bestimmt, wie sicher die Stütze hält und dennoch ein einfaches Entfernen ermöglicht.

Prusa empfiehlt, diesen Wert auf 50–75 % der Schichthöhe einzustellen. Benutzer verdoppeln oft die Schichthöhe für eine saubere, abnehmbare Schnittstelle.
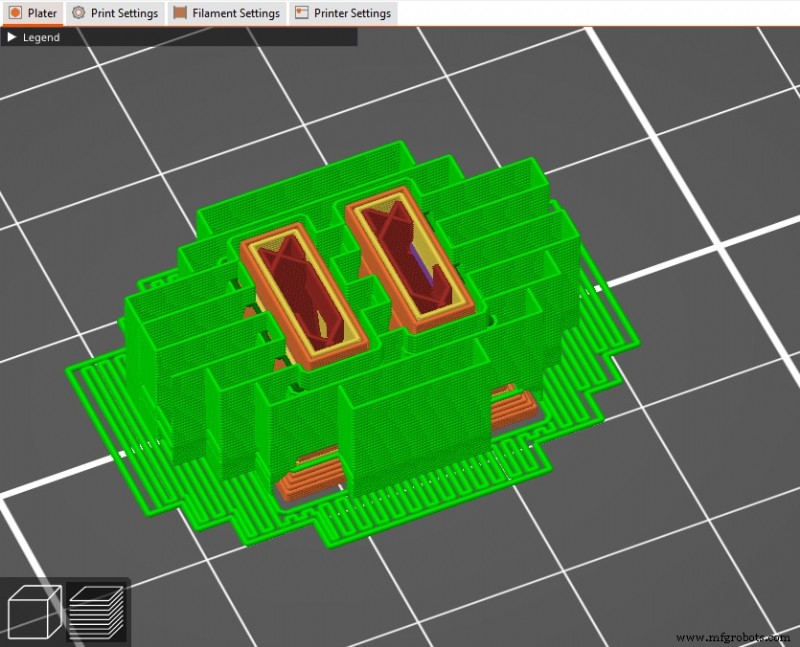
Muster
Die Muster der Stützfüllungen beeinflussen sowohl die Festigkeit als auch die einfache Entfernung. PrusaSlicer bietet:
- Geradlinig – Gerade Linien; am leichtesten und am einfachsten zu entfernen.
- Geradliniges Gitter – Fügt ineinandergreifende Linien für zusätzliche Festigkeit hinzu; schwerer zu entfernen.
- Wabe – Sechseckige Zellen; maximale Steifigkeit, aber auch am schwersten zu entfernen und am filamentintensivsten.
Musterabstand
Der Abstand steuert, wie dicht die Stützlinien gepackt sind. Die Standardeinstellung von 2 mm funktioniert in den meisten Fällen, aber 3–6 mm können Material sparen und die Druckzeit verkürzen, allerdings auf Kosten einer schwächeren Unterstützung.

Schnittstellenschichten
Grenzflächenschichten stellen den direkten Kontakt zum Modell her und sind dichter als der Rest des Trägers. Weniger Schichten (1–4) sorgen für eine starke Verbindung und bleiben dennoch abnehmbar.

Schnittstellenmuster
Wählen Sie zwischen Geradlinig (für nicht lösliche Träger) und Konzentrisch (für lösliche Träger), passend zu Ihrem Material.

Abstand der Schnittstellenmuster
Der typische Abstand beträgt 0,2 mm. Passen Sie es nur an, wenn Sie Schwierigkeiten beim Entfernen der Stützen bemerken.

XY-Trennung zwischen einem Objekt und einem Träger
Die Spaltbreite zwischen Modell und Träger beeinflusst die Kontaktfläche und die einfache Entfernung. Ausgedrückt in mm oder als Prozentsatz der Außenumfangsbreite.

Maximaler Zweigwinkel
Bei organischen Stützen definiert dies, wie steil die Äste relativ zum Modell wachsen. Niedrigere Winkel ergeben vertikale, stabile Äste; Höhere Winkel ermöglichen es den Ästen, größere Lücken zu überbrücken, verringern jedoch die Stabilität.

Abzweigdurchmesser
Dünnere Äste sind leicht, aber weniger stabil; Ein Durchmesser von 2 mm ist für die meisten Drucke ein guter Kompromiss. Erhöhen Sie den Durchmesser für schwere oder großformatige Modelle.

Abzweigentfernung
Definiert den Abstand zwischen Zweigen, wenn sie das Modell berühren. Kleinere Abstände verbessern die Unterstützung, erschweren jedoch das Entfernen. Ein Z-Abstand von 0,25 mm und ein XY-Abstand von 75 % funktionierten für PLA sowohl bei 0,25-mm- als auch bei 0,4-mm-Düsen nach Erfahrung eines Benutzers gut.

Ein Community-Mitglied empfiehlt:
- Kontakt-Z-Abstand:0,2 mm
- Geradliniges Muster
- Hülle um die Stütze:deaktiviert
- Musterabstand:3 mm
- Musterwinkel:0
- Schnittstellenebenen:4
- Abstand der Schnittstellenmuster:0,24 mm
- Schnittstellenschleifen:deaktiviert
- Unterstützung nur auf der Bauplatte:aktiviert
- XY-Trennung:75 %
- Bridges nicht unterstützen:aktiviert
Diese Einstellungen führen oft zu sauberen, abnehmbaren Stützen und halten gleichzeitig den Filamentverbrauch niedrig.

— Michael Dwamena
Michael Dwamena ist der Gründer von 3D Printerly, einer Plattform, die sich der Vereinfachung des 3D-Drucks für Bastler und Profis gleichermaßen widmet. Mit über 20 Filament- und Harzdruckern hat er umfangreiche praktische Erfahrungen gesammelt und mehr als 900 Artikel verfasst, die Millionen Menschen durch die Feinheiten des 3D-Drucks führen.
3d Drucken
- Einführung der Markforged Additive Manufacturing University
- Über die Grundlagen hinausgehen:Maschinelles Lernen und AM
- Gießen vs. 3D-Druck. Was wählen?
- Experteninterview:Amerika macht Executive Director John Wilczynski über die Fortschritte beim 3D-Druck
- Was kommt als nächstes für den 3D-Druck – biomedizinische Anwendungen
- Experteninterview:CEO von nTopology zur Förderung des AM-Potenzials mit generativer Designsoftware
- Typen von Bettnivellierungssensoren im 3D-Druck!
- Experteninterview:Oerlikons leitender Ingenieur für AM, Matthew Donovan, über 3D-Druck für die Luft- und Raumfahrt
- Anwendungs-Spotlight:3D-gedruckte Klammern
- 3D-Druck von Edelmetallen – ein neuer Ansatz?