


5 Einheit 4:Versetzter Bohrkopf
ZIEL
Nach Abschluss dieser Einheit sollten Sie in der Lage sein:
- Offset-Bohrkopf identifizieren
- Erklären Sie, wie Sie den Drehtisch richtig einrichten.
Bohrkopf versetzt
Das Offset-Bohren ist ein Aufsatz, der auf die Fräsmaschinenspindel passt und bei den meisten Bohrlöchern ein besseres Finish und eine höhere Durchmessergenauigkeit ermöglicht. Versetzte Bohrköpfe werden verwendet, um große Löcher zu erzeugen, wenn die Toleranz keinen Bohrer zulässt oder kein ausreichend großer Bohrer oder Reibahle vorhanden ist. Ein Offset-Bohrkopf kann verwendet werden, um das Loch zu vergrößern oder in bestimmten Fällen die Mittellinie des Lochs anzupassen.
Sicherheit:
Vergewissern Sie sich vor dem Betrieb, dass alle Stellschrauben fest angezogen sind. Stellen Sie sicher, dass der versetzte Bohrkopf beim Bohren einen Freiraum hat, um in das Loch zu passen. Entfernen Sie den Inbusschlüssel, bevor Sie die Mühle drehen. Überprüfen Sie die Mühlengeschwindigkeit vor dem Betrieb.
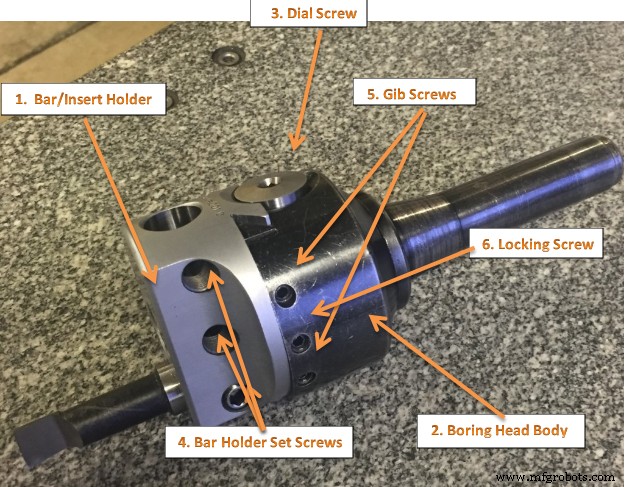
Abbildung 1. Versetzter Bohrkopf
VERSATZBOHRKOPF UND WERKZEUGE
Abbildung 1. zeigt einen Offset-Bohrkopf. Beachten Sie, dass die Bohrstange auf einer rechtwinkligen Achse eingestellt werden kann. Diese Funktion ermöglicht es, den Bohrfräser genau zu positionieren, um Löcher mit unterschiedlichen Durchmessern zu bohren.
Diese Einstellung ist bequemer als das Einstellen der Schneide im Bohrstangenhalter oder das Wechseln der Bohrstange. Ein weiterer Vorteil des Offset-Bohrkopfs ist die Tatsache, dass der graduierte Mikrometerkragen es ermöglicht, das Werkzeug um einen bestimmten Betrag, normalerweise in Schritten von (0,001), ohne die Verwendung einer Messuhr oder eines anderen Messgeräts genau zu bewegen.
Bohrkopf versetzt
Ein Bohrkopf besteht aus drei Hauptkomponenten:
- langweiliger Kopfkörper
- Stangenhalter/Einsatzhalter
- Zifferblattschraube
Der Bohrkopfkörper ist zum Schutz vor Rost schwarz oxidiert. Der Stangenhalter oder Einsatzhalter (Nr. 1) wurde zur Verschleißfestigkeit satiniert verchromt. Die Stellschraube (Nr. 3) wurde präzisionsgeschliffen, um eine genaue Bewegung des Stangenhalters/Einsatzhalters in der Schwalbenschwanzführung zu ermöglichen. Die Leistenspannung ist werkseitig voreingestellt. Die beiden Keilschrauben (Nr. 5) sollten nicht gelöst werden, um die Größe anzupassen. Diese Schrauben dienen nur zum Einstellen des Keildrucks und sind mit rotem Wachs gefüllt, um ein versehentliches Einstellen zu verhindern. Die Feststellschraube (Nr. 6) ist die einzige Schraube, die für Größenänderungen am Bohrkopf verwendet wird.
Durchmessereinstellung
So passen Sie den Durchmesser eines Allied Criterion-Standardbohrkopfs an:
1. Lösen Sie die Feststellschraube (#6).
2. Drehen Sie die Einstellschraube (Nr. 3) im Uhrzeigersinn, um den Durchmesser zu vergrößern, und gegen den Uhrzeigersinn, um den Durchmesser zu verringern.
3. Ziehen Sie die Feststellschraube (#6) fest. Einstellen von Standard-Bohrköpfen
Vorgehensweise:
- Werkstück parallel zum Tischweg aufstellen und sorgfältig ausrichten.
2. Richten Sie die Mitte der Spindel der Fräsmaschine am Referenzpunkt auf dem Werkstück aus.
3. Lokalisieren Sie die Position des Lochs mit einem Zentrierbohrer oder einem Spotting-Tool.
4. Gebohrtes Loch über ½ Zoll. Stellen Sie sicher, dass der versetzte Bohrkopf beim Bohren einen Freiraum hat, um in das Loch zu passen.
5. Bohrkopf in Fräsmaschine einbauen.
6. Installieren Sie die Bohrstange und ziehen Sie die Feststellschraube an und lösen Sie die Feststellschraube und stellen Sie die Bohrstange auf den Lochrand ein.
7. Überprüfen Sie erneut die Werkstückausrichtung sowie die Ausrichtung der Spindel mit dem Referenzpunkt, um sicherzustellen, dass sie sich nicht verschoben hat. Wenn ein Fehler offensichtlich ist, muss vor der Verarbeitung der Vorgang 6 wiederholt werden.
8. Passen Sie die Geschwindigkeit der Fräsmaschine an die Lochgröße und das Material an.
9. Schneckenfutter auf Mühle aktivieren. Feder zum Material bringen. Ziehen Sie den Griff heraus, um die Stromversorgung zu aktivieren. Wenn Sie die gewünschte Tiefe erreicht haben, drücken Sie die Hand zurück, um den Vorschub zu deaktivieren, und schalten Sie dann die Mühle aus. Entfernen Sie den Bohrkopf aus dem Loch.
10. Fertigen Sie das Bohrloch auf die erforderliche Größe aus.
HINWEIS:Wiederholen Sie die Verfahren 6–9, bis das Loch die gewünschte Größe hat.
Drehtisch
Mit einem Drehtisch können Bögen und Kreise hergestellt werden. Beispielsweise kann die kreisförmige T-Nut im Schwenkfuß für einen Schraubstock mit einem Rundtisch hergestellt werden. Drehtische können auch zum Indexieren verwendet werden, wo ein Werkstück zwischen den Operationen um einen genauen Betrag gedreht werden muss. Sie können Zahnräder auf einer Fräsmaschine mit einem Drehtisch herstellen. Teilungsplatten erleichtern das Indexieren mit einem Rundtisch.
Drehtische werden am häufigsten „flach“ montiert, wobei sich der Tisch um eine vertikale Achse dreht, in der gleichen Ebene wie der Fräser einer Vertikalfräsmaschine. Eine alternative Anordnung besteht darin, den Drehtisch an seinem Ende zu montieren (oder „flach“ auf einer 90°-Winkelplatte zu montieren), sodass er sich um eine horizontale Achse dreht. In dieser Konfiguration kann auch ein Reitstock verwendet werden, der das Werkstück „zwischen den Spitzen“ hält.
Wenn der Tisch auf einem sekundären Tisch montiert ist, wird das Werkstück genau auf der Achse des Drehtisches zentriert, die wiederum auf der Achse des Schneidwerkzeugs zentriert ist. Alle drei Achsen sind somit koaxial. Von diesem Punkt aus kann der Sekundärtisch entweder in X- oder Y-Richtung versetzt werden, um den Fräser auf den gewünschten Abstand von der Werkstückmitte einzustellen. Dies ermöglicht zentrische Bearbeitungen am Werkstück. Das exzentrische Platzieren des Werkstücks in einem festgelegten Abstand von der Mitte ermöglicht das Schneiden komplexerer Kurven. Wie bei anderen Einstellungen auf einer Vertikalfräse kann der Fräsvorgang entweder das Bohren einer Reihe von konzentrischen und möglicherweise äquidistanten Löchern oder das Plan- oder Stirnfräsen von kreisförmigen oder halbkreisförmigen Formen und Konturen sein.
Ein Drehtisch kann verwendet werden:
- Zum Bearbeiten von Schlüsselflächen an einer Schraube
- Um äquidistante Löcher auf einem kreisförmigen Flansch zu bohren
- Um ein rundes Stück mit einer hervorstehenden Angel zu schneiden
- Zum Erstellen von Löchern mit großem Durchmesser durch Fräsen in einem kreisförmigen Werkzeugweg auf kleinen Fräsmaschinen, die nicht die Leistung haben, große Spiralbohrer anzutreiben (>0,500″/>13 mm)
- Spiralen fräsen
- Um komplexe Kurven zu schneiden (mit richtiger Einrichtung)
- Um gerade Linien in einem beliebigen Winkel zu schneiden
- Um Bögen zu schneiden
- Durch das Hinzufügen eines zusammengesetzten Tisches oben auf dem Drehtisch kann der Benutzer den Drehmittelpunkt an eine beliebige Stelle des zu schneidenden Teils verschieben. Dadurch kann an jeder Stelle des Teils ein Bogen geschnitten werden.
- Um kreisförmige Stücke zu schneiden
Aufstellen eines Drehtisches
Bei der Verwendung eines Drehtisches auf einer Fräsmaschine, ob zum Fräsen eines Bogens oder zum Bohren von Löchern in einem kreisförmigen Muster, müssen zwei Dinge getan werden, um das Werkstück einzurichten. Zunächst muss das Werkstück auf dem Rundtisch zentriert werden. Zweitens muss der Rundtisch unter der Spindel zentriert werden. Dann kann der Frästisch um eine angemessene Strecke bewegt werden und Sie können mit dem Schneiden beginnen.
Sie könnten den Tisch zuerst unter der Spindel zentrieren, indem Sie das Loch in der Mitte des Tisches markieren. Dann könnten Sie das Werkstück auf dem Tisch montieren und das Werkstück anzeigen. Bei diesem Ansatz gibt es zwei Probleme. Erstens nehmen Sie an, dass das Loch in der Tabelle wahr und zentriert ist. Das mag stimmen oder auch nicht. Zweitens riskiert dieser Ansatz eine Art Fehlerhäufung, da Sie von zwei verschiedenen Merkmalen aus messen (dem Loch des Drehtisches und einem Merkmal auf dem Werkstück). Zentrieren Sie zuerst das Werkstück auf dem Rundtisch und zentrieren Sie dann den Rundtisch unter der Spindel.
Um das Werkstück auf dem Drehtisch zu zentrieren, drehen Sie den Drehtisch und beobachten Sie die Auslenkung des Anzeigezeigers. Passen Sie die Position des Frästisches (X und Y) nach Bedarf an, bis die Nadel nicht mehr ausweicht.
Sie stellen einen Drehtisch ein, indem Sie eine Messuhr in ein Spannfutter oder eine Spannzange in der Spindel einsetzen, die dann von Hand gedreht wird, wobei die Anzeigespitze in Kontakt mit dem Loch des Drehtisches ist. Wenn Ihre Maschine aus dem Gang genommen werden kann, ist es hilfreich, dies zu tun, damit die Spindel frei schwingt. Es ist offensichtlich auch einfacher, ein Bohrfutter als eine Spannzange zu verwenden, sodass Sie etwas haben, das Sie leicht drehen können. Nehmen Sie Ihre Einstellungen mit den Sattel- und Tischhandrädern vor.
Sobald Sie die Mitte lokalisiert haben (der Indikator wird dasselbe anzeigen, wenn Sie die Spindel drehen), ist es eine sehr gute Idee, beide Wählscheiben auf „0“ zu stellen, anstatt eine zufällige Position zu markieren. Stellen Sie auch sicher, dass Sie das Spiel richtig eingestellt haben . Stellen Sie die Anzeige in eine positive Richtung ein, damit Sie alle Änderungen leicht abzählen können, und Sie müssen sich nie daran erinnern, auf welche Weise Sie das Spiel eingestellt haben. Ich markiere auch immer den Tisch und den Sattel mit einem Wachsstift, damit ich weiß, wo Mitte befindet. Das sagt Ihnen, wann Sie aufhören müssen, den Griff zu drehen, wenn „0“ kommt, wenn Sie den Tisch wieder in die Mitte bringen möchten, um ein anderes Teil zu laden.
Sobald Sie die Mitte des Tisches gefunden und die Einstellräder eingestellt und den Tisch und den Sattel verriegelt haben, haben Sie normalerweise ein Merkmal an Ihrem Teil, das Sie zentrieren möchten. In einigen Fällen kann es ein Loch sein, in anderen kann es die Außenkante des kreisförmigen Teils sein. In einem solchen Fall ist es üblich, denselben Indikator zu verwenden und ihn in das Loch oder den Umfang des Teils zu schwingen. Der Umfang erfordert möglicherweise, dass Sie um Klemmen herumkommen, was normalerweise erreicht werden kann, indem Sie den Indikator mit der Feder weit genug nach oben bewegen, um sie zu entfernen. Wenn Sie Teile in einen bereits lokalisierten Tisch einwählen, tippen Sie auf das Teil herum, Sie nehmen keine Anpassungen mit den Sattel- oder Tischgriffen vor. Tippen Sie auf das Teil, nachdem Sie die Klammern leicht angezogen haben, damit es sich nicht wild bewegt. Auf diese Weise können Sie eine nahezu perfekte Position erreichen, sicherlich so nah, wie die Maschine arbeiten kann.
Nachdem das Werkstück auf dem Drehtisch zentriert ist, drehen Sie nun die Spindel von Hand, sodass die Spitze des Indikators die Innenseite der Bohrung überstreicht. Passen Sie die Position des Frästischs nach Bedarf an, bis keine Nadelabweichung mehr zu bemerken ist.
Ihren Drehtisch einrichten
So zentrieren Sie die Spindel über der Mitte des Drehtisches. Hier sind einige der zu verwendenden Methoden.
Um den Drehtisch mit der vertikalen Frässpindel zu zentrieren
Gehen Sie wie folgt vor:
1. Richten Sie den Vertikalkopf mit dem Maschinentisch aus.
2. Montieren Sie den Drehtisch auf dem Fräsmaschinentisch.
3. Stecken Sie einen Teststecker in das mittlere Loch des Drehtisches.
4. Montieren Sie eine Messuhr in der Spindel der Fräsmaschine.
5. Drehen Sie die Maschinenspindel von Hand, während die Messuhr gerade die Oberseite des Teststeckers freigibt, und richten Sie den Stecker ungefähr auf die Spindel aus.
6. Bringen Sie die Messuhr in Kontakt mit dem Durchmesser des Steckers und drehen Sie die Spindel von Hand.
7. Stellen Sie den Maschinentisch mit den Griffen für Längs- (X) und Quervorschub (Y) ein, bis die Messuhr keine Bewegung mehr registriert.
8. Verriegeln Sie den Fräsmaschinentisch und den Schlitten und überprüfen Sie die Ausrichtung erneut.
9. Gegebenenfalls neu justieren.
Eine Möglichkeit, Ihren Drehtisch einzurichten
 |  Grobe Position  Machte ein 3/8-Zoll-Stück Messing und legte einen 60-Grad-Punkt darauf. Es sollte in die Schaftfräserhalter passen. Diese Methode ist für verschiedene Setup-Operationen sehr nützlich.
|
|
 |  Visual Position  To perform a visual position. Your eye is pretty good and judging when the two circles are centered. Normally within 0.010″ Sometimes.
|

|  Indicate  To get a really accurate, to dial indicate in the rotary table. In the photo it looks like the tip of the indicator is hanging in space, but it is actually touching the back of the hole in the rotary table. I then run the table through 360 degrees of rotation watching for the maximum deflection on the indicator. Then rotate the spindle 90 degrees to the left and 90 degrees to the right. The true center will be half way between the two readings. For the final adjusting for centering that on the same side of the backlash as will be using when cutting. So if the cutter moves from the center to the right side, then want the cutter moving in the same direction when doing the center adjustment. If on the wrong side of the backlash, then well be overcompensate and start over now coming from the correct side.
|
|
 |  Lineup Jig To locate a jig or workpiece on the rotary table. I start off with the initial rough line up.
|
|
 |  Indicate Jig  Centering the jig or workpiece over the center of the rotary table. To do this, rotate the rotary table and adjust the work piece until I get consistent run out all the way around.
|
To Center a Workpiece with the Rotary Table
Often it is necessary to perform a rotary table operation on several identical workpieces, each having a machined hole in the center. To quickly align each workpiece, a special plug can be made to fit the center hole of the workpiece and the hole in the rotary table. Once the machine spindle has been aligned with the rotary table, each succeeding piece can be aligned quickly and accurately by placing it over the plug.
If there are only a few pieces, which would not justify the manufacture of a special plug, or if the workpiece does not have a hole through it center, the following method can be used to center the workpiece on the rotary table.
1. Align the rotary table with the vertical mill head spindle.
2. Lightly clamp the workpiece on the rotary table in the center. Do not move the longitudinal(X) or crossfeed(Y) feed handles.
3. Disengage the rotary table worm mechanism.
4. Mount an dial indicator in the milling machine spindle or milling machine table, depending upon the workpiece.
5. Bring the dial indicator into contact with the surface to be indicated, and revolve the rotary table by hand.
6. With a soft metal bar, tap the workpiece(away from the indicator movement) until no movement is registered on the indicator in a complete revolution of the rotary table.
7. Clamp the workpiece tightly, and recheck the accuracy of the setup.
Radius Milling
To mill the end on the workpiece to a certain radius or to machine circular slots having a definite radius, following procedure below should be followed.
1. Align the vertical milling machine at 90* to the table.
2. Mount an dial indicator in the milling machine spindle.
3. Mount rotary table on the milling machine table.
4. Center the rotary table with the machine spindle using a test plug in the table and a dial indicator on the spindle.
5. Set the longitudinal(X)feed dial and the crossfeed(Y) dial to zero.
6. Mount the workpiece on the rotary table, aligning the center of the radial cuts with the center of the table. A special arbor may be used for this. Another method is to align the center of the radial cut with a wiggler mounted in the machine spindle.
7. Move either the crossfeed or the longitudinal feed(whichever is more convenient) an amount equal to the radius required.
8. Lock both the table and the saddle.
9. Mount the proper end mill.
10. Set the correct speed(RPM).
11. Rotate the workpiece, using the rotary table feed handwheel, to the starting point of the cut.
12. Set the depth of the cut and machine the radius to the size indicated on the drawing, using hand or power feed.
UNIT TEST
1. When is an offset boring head used?
2. Name three major components of Boring Heads.
3. Why is the locking screw tightened after tool slide adjustments have been made.
4. Why does the tool slide have multiple holes to hold boring tools?
5. What determines the cutting speed in boring?
6. For what purpose may a rotary table be used?
7. What is the purpose of the hole in the center of a rotary table?
8. Describe briefly how a rotary table may be centered with a vertical mill spindle.
9. Describe briefly how a single workpiece would be centered on a rotary table.
10. Explain how a large radius may be cut using a rotary table.
Chapter Attribution Information
This chapter was derived from the following sources.
- Tapping Procedures derived from Drilling and Tapping by the University of Idaho, CC:BY-SA 3.0.
- Tramming derived from Tramming Mill Head by the University of Idaho, CC:BY-SA 3.0.
- Dial Indicator (Photo) derived from Dial Gauge by Wikimedia, CC:BY-SA 3.0.
- Milling Machine Procedures derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
- Rotary Table derived from Rotary Table by the University of Idaho, CC:BY-SA 3.0.
Industrietechnik
- Was ist Oberflächenrauheit? - Einheit, Diagramm, Messung
- Druckmaschinen:Offsetdruck
- Wie funktioniert der Offsetdruck?
- 3 Vorteile der Verwendung eines Bohrwerks
- Was ist ein Winkelschraubendreher?
- 16 Einheit 2:Härteprüfung
- 22 Lektion 5:CNC-Betrieb
- 24 Lektion 7:Mastercam
- Eine Einführung in Bohrmaschinen
- Was ist eine Horizontalbohrmaschine?