


Umfassender Leitfaden zu Anschnitttypen und Design-Best Practices beim Spritzgießen
Die Wahl des richtigen Anschnitts ist entscheidend für die Herstellung hochwertiger Kunststoffteile. Jedes Anschnittdesign bietet deutliche Vorteile für Fluss, Finish und Produktionseffizienz. Nachfolgend finden Sie eine detaillierte Übersicht über die gängigsten Anschnitttypen sowie praktische Anleitungen zur Platzierung, Dimensionierung und Anwendung.
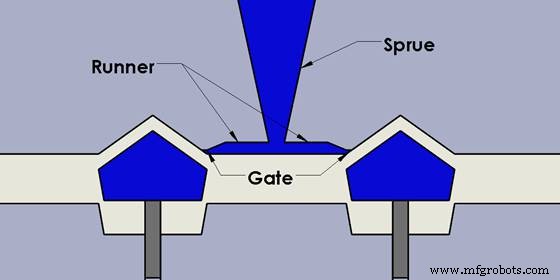
1. Direkte oder Anguss-Anschlüsse
Direkte (Anguss-)Anschnitte sind die einfachsten und am weitesten verbreiteten Anschnitte. Der geschmolzene Kunststoff gelangt direkt vom Anguss in die Kavität und ermöglicht so ein schnelles Befüllen großer Volumina mit minimalem Druck und kurzen Zuführzeiten. Sie eignen sich ideal für unästhetische Teile mit tiefen Hohlräumen wie Gerätegehäuse, Behälter und Drucker.
Diese Anschnitte sind zwar kostengünstig, hinterlassen jedoch sichtbare Spuren, die manuell zugeschnitten werden müssen, was zu mehr Nachbearbeitungszeit und Oberflächenfehlern führen kann.
2. Kantentore
Kantenanschnitte sitzen entlang des Umfangs des Teils und erzeugen eine deutliche, leicht entfernbare Markierung. Ihr größerer Querschnitt fördert einen gleichmäßigen Durchfluss und eignet sich daher für flache oder mitteldicke Komponenten, bei denen die Ästhetik weniger wichtig ist.
Sie erfordern kein spezielles Harz und ihre unkomplizierte Geometrie hält die Werkzeugkosten niedrig.
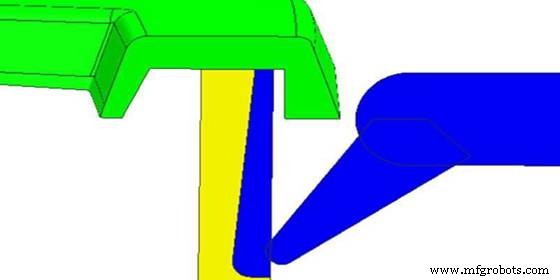
3. U-Boot-(Tunnel-)Tore
Unterhalb der Trennlinie platzierte U-Boot-Schieber beschicken den Hohlraum von unten und ermöglichen so ein automatisches Trimmen während des Auswurfs. Der schmale Kanal begrenzt das Schmelzvolumen und eignet sich daher ideal für kleine Präzisionsteile.
Der Einsatz bei großen Teilen kann die Zykluszeiten verlängern und scherbedingte Oberflächenfehler verursachen.
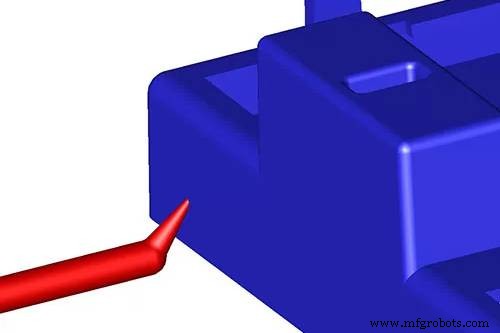
4. Cashew-Gates
Cashew-Tore haben die Form einer Walnuss und reichen in enge oder unregelmäßige Bereiche, die mit herkömmlichen Tunneln nicht zugänglich sind. Ihre gekrümmte Geometrie erfordert eine sorgfältige Konstruktion, um Verformungen beim Entfernen der Teile zu vermeiden.
Da sie nicht auf ein bestimmtes Harz beschränkt sind, sind Cashew-Gates vielseitig für komplexe Geometrien geeignet.
5. Membrantore
Membrananschnitte verjüngen sich von der Unterseite des Angusses, wodurch Schweißnähte an eckigen Teilen minimiert werden. Sie sorgen für einen gleichmäßigen Fluss bei größeren Bauteilen und funktionieren gut mit den meisten Harztypen.
Durch die Steuerung von Temperatur, Geschwindigkeit und Druck sorgen Membrananschnitte für glatte Oberflächen und weniger Defekte.
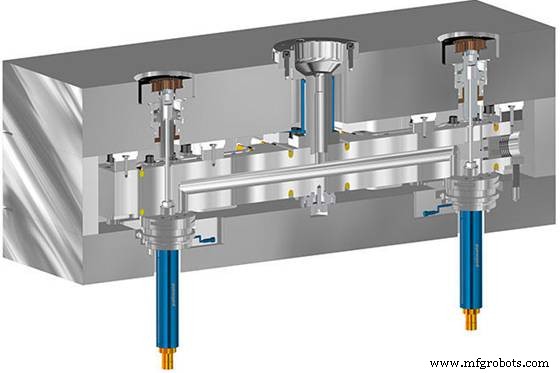
6. Heißkanal-Verschlussventile
In Heißkanalsystemen halten Nadelverschlussdüsen die Schmelze auf einer konstanten Temperatur und einem konstanten Druck. Ein einziehbarer Stift reguliert den Durchfluss:Durch Ziehen des Stifts wird Schmelze freigesetzt, durch Zurückschieben wird überschüssiges Material zurück in die Form gedrückt, wodurch eine Angussbildung verhindert wird.
Diese präzise Steuerung steigert die Effizienz und ermöglicht die unabhängige Verwaltung mehrerer Tore.
7. Heißkanal-Thermotore
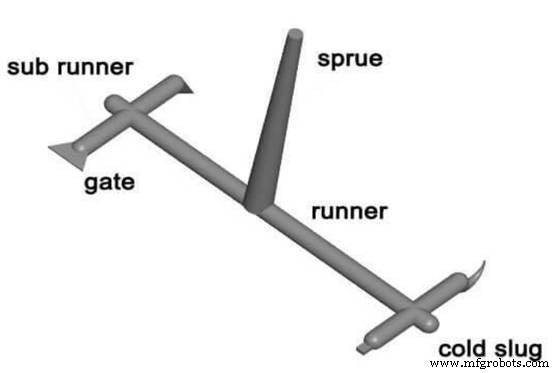
Thermoschleusen funktionieren ohne Ventil und liegen direkt über der Trennfuge. Wenn der Fluss stoppt, bildet die restliche Schmelze einen „kalten Schwall“, der in der Kavität schmilzt, wenn die nächste Einspritzung beginnt, wodurch ein Angussabschneiden entfällt.
Sie sind mit einer Vielzahl von Harzen kompatibel und eignen sich besonders für die Produktion großer Mengen und hoher Geschwindigkeit.
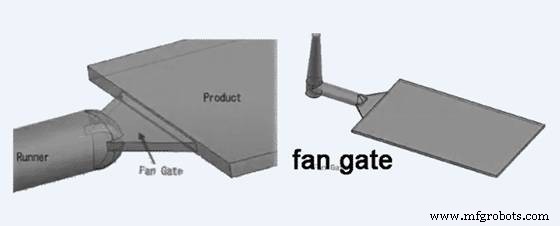
8. Fan-Tore
Fächertore verfügen über eine breite, sich erweiternde Öffnung, die eine gleichmäßige Dicke bei großen oder flachen Teilen gewährleistet. Ihr Design mildert gerichtete Spannungen und Fließspuren und macht sie ideal für Polycarbonat und andere hochtransparente Kunststoffe.
9. Tore anpinnen
Stiftanschnitte sind klein und befinden sich häufig in der Nähe von Auswerferstiften auf der B-Seite der Form. Während sie die Anschnittgröße reduzieren, können sie aufgrund des benötigten großen Angusskanals zu mehr Ausschuss führen, weshalb sie sich am besten für bestimmte Mehrplattenformen eignen.
Berücksichtigen Sie bei der Auswahl eines Tors die folgenden kritischen Faktoren:
Gate-Platzierung
Positionieren Sie den Anschnitt im tiefsten Querschnitt, um einen gleichmäßigen Durchfluss zu fördern und Hohlräume zu minimieren. Vermeiden Sie die Platzierung von Anschnitten in der Nähe stark beanspruchter Bereiche, die die Teileintegrität beeinträchtigen könnten.
Gate-Größe
Wählen Sie eine Torgröße, die Schererwärmung und Fließdruck in Einklang bringt. Zu klein erhöht die Scherung, während zu groß zu übermäßigen Druckspitzen führen kann.
Teileform und -oberfläche
Passen Sie das Angussdesign an die Teilegeometrie und die gewünschte Oberflächenqualität an. Cashew-Gates eignen sich beispielsweise hervorragend für kleine, komplizierte Teile, die eine glatte Oberfläche erfordern.
Häufige Fragen
Wo soll das Tor platziert werden? Installieren Sie es im tiefsten Bereich auf einer Seite der Form, um einen optimalen Durchfluss zu gewährleisten und Spannungen zu reduzieren.
Was sind die grundlegenden Schritte des Spritzgießens? Spannen → Einspritzen → Kühlen → Auswerfen.
Welche Mängel sind typisch? Einfallstellen, Fließlinien, Verwerfungen, Delamination, kurze Schüsse und Strahlbildung können auftreten, wenn das Anschnittdesign oder die Prozessparameter nicht optimal sind.
Industrietechnik
- 15 Schritte für eine sichere CNC-Drechselarbeit
- Auswahl des richtigen Probenvorbereitungsmoduls
- Der Unijunction-Transistor (UJT)
- Wie wird Ihr Unternehmen aus der Pandemie hervorgehen?
- Arten von Schleifmaschinen
- Ein Überblick über die Energieeinsparung in Gebäuden
- Welche Risiken bergen Papierverfahren für die Techniker?
- 50 Ideen und Tipps von Experten für Lagerdesign und -Layout
- Test E3.series – Kommerzielle Testversion und qualifizierte Testversion
- Was ist Ransomware und wie funktioniert sie?