


Elektrochemische Bearbeitung (ECM) – Funktionsprinzip, Ausstattung, Vor- und Nachteile bei der Anwendung
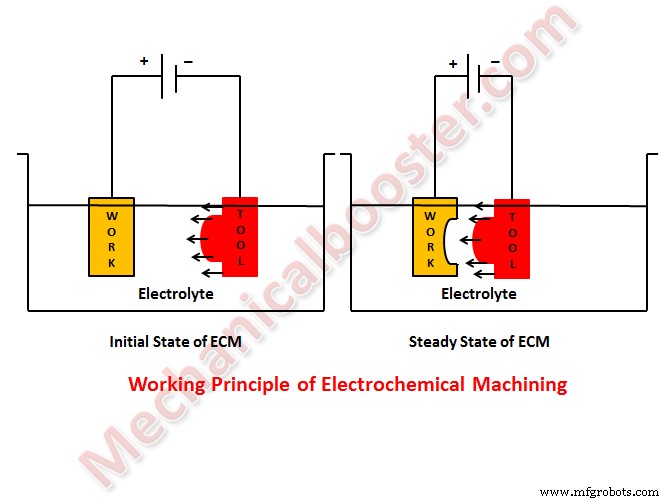
Elektrochemische Bearbeitung (ECM) ist ein spanendes Bearbeitungsverfahren, bei dem durch elektrochemische Verfahren Materialien vom Werkstück abgetragen werden. Dabei wird das Werkstück als Anode und das Werkzeug als Kathode genommen. Die beiden Elektroden Werkstück und Werkzeug werden in einen Elektrolyten (zB NaCl) eingetaucht. Beim Anlegen der Spannung an die beiden Elektroden beginnt der Materialabtrag vom Werkstück. Werkstück und Werkzeug werden ohne Berührung sehr nahe beieinander platziert. Beim ECM erfolgt der Materialabtrag auf atomarer Ebene, sodass eine hochglanzpolierte Oberfläche entsteht.
- Dieser Prozess wird verwendet, um nur leitfähige Materialien zu bearbeiten.
Arbeitsprinzip
Die ECM-Bearbeitung ist dem elektrochemischen oder galvanischen Beschichtungs- oder Abscheidungsprozess entgegengesetzt.
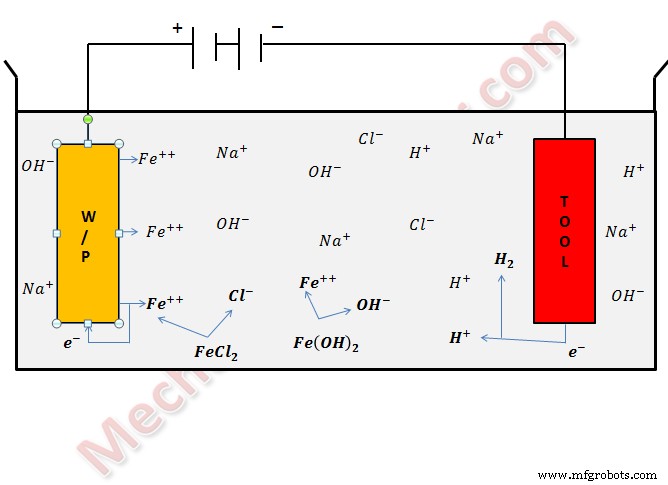
Bei der elektrochemischen Bearbeitung finden die Reaktionen an den Elektroden statt, also an Anode (Werkstück) und Kathode (Werkzeug) und im Elektrolyten.
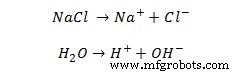
Nehmen wir ein Beispiel für die Bearbeitung von kohlenstoffarmem Stahl, der hauptsächlich aus Eisenlegierungen (Fe) besteht. Als Elektrolyt zur Bearbeitung von Eisenlegierungen verwenden wir in der Regel eine neutrale Salzlösung aus Natriumchlorid (NaCl). Die ionische Dissoziation von NaCl und Wasser findet im Elektrolyten wie unten gezeigt statt.
Wenn die Potentialdifferenz über die Elektrode angelegt wird, beginnt die Bewegung der Ionen zwischen dem Werkzeug und w/p. Die positiven Ionen bewegen sich zum Werkzeug (Kathode) und die negativen Ionen bewegen sich zum Werkstück.
Lesen Sie auch:
- Ultraschallbearbeitung (USM) – Hauptteile, Arbeitsprinzip, Vor- und Nachteile bei der Anwendung
- Wasserstrahlbearbeitung – Arbeitsprinzip, Vor- und Nachteile bei der Anwendung
- Laserstrahlbearbeitung – Hauptteile, Prinzip, Arbeiten mit Anwendung
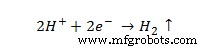
An der Kathode nehmen die Wasserstoffionen Elektronen auf und werden in Wasserstoffgas umgewandelt.
Ebenso treten die Eisenatome als Fe++-Ionen aus der Anode (w/p) aus. 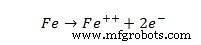
Innerhalb des Elektrolyten verbinden sich die Natriumionen mit Hydroxylionen und bilden Natriumhydroxid und Eisen(II)-Ionen verbinden sich mit Chloridionen und bilden Eisen(II)-Chlorid. Auch Eisenionen verbinden sich mit Hydroxylionen und bilden Eisenhydroxid.
Im Elektrolyten entstehen FeCl2 und Fe(OH)2 und werden in Form von Schlamm ausgefällt und setzen sich ab. Dabei wird Material als Schlamm vom Werkstück abgetragen.
Die verschiedenen Reaktionen, die im elektrochemischen Bearbeitungsprozess stattfinden, sind in der folgenden Abbildung dargestellt.
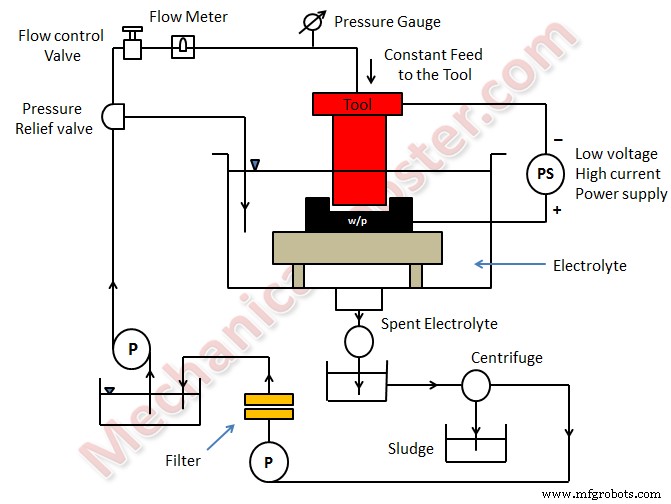
Das ECM-System hat die folgenden Module oder Hauptausrüstung von ECM
- Netzteil
- Elektrolytfiltrations- und Abgabesystem
- Werkzeugvorschubsystem
- Arbeitspanzer
Arbeitsweise der elektrochemischen Bearbeitung
- Zunächst wird das Werkstück in der Vorrichtung montiert und das Werkzeug nahe an das Werkstück herangeführt. Werkzeug und Werkstück werden in einen geeigneten Elektrolyten getaucht.
- Danach wird eine Potentialdifferenz über W/P (Anode) und Werkzeug (Kathode) angelegt. Der Materialabtrag beginnt. Das Material wird auf die gleiche Weise entfernt, wie wir es oben im Arbeitsprinzip besprochen haben.
- Werkzeugvorschubsystem schiebt das Werkzeug in Richtung w/p und hält immer einen erforderlichen Abstand zwischen ihnen. Das Material aus dem W/P tritt als positive Ionen aus und verbindet sich mit den im Elektrolyten vorhandenen Ionen und fällt als Schlamm aus. Während des Bearbeitungsprozesses wird an der Kathode Wasserstoffgas freigesetzt.
- Da die Dissoziation des Materials vom W/P auf atomarer Ebene stattfindet, ergibt sich eine hervorragende Oberflächengüte.
- Der Schlamm aus dem Tank wird entnommen und vom Elektrolyt getrennt. Der Elektrolyt wird nach der Filtration erneut in den Tank für den ECM-Prozess transportiert.
- Was ist Plasma Arc Machining (PAM) und wie funktioniert es?
- Was ist ein Elektroerosionsverfahren (EDM) und wie funktioniert es?
- Wie funktioniert der Elektronenstrahl-Bearbeitungsprozess?
Anwendung
- Das ECM-Verfahren wird zum Senkerodieren, Profilieren und Konturieren, Bohren, Schleifen, Trepanieren und Mikrobearbeiten eingesetzt.
- Es wird zur Bearbeitung von Dampfturbinenschaufeln innerhalb geschlossener Grenzen verwendet.
Vorteile
- Vernachlässigbarer Werkzeugverschleiß.
- Komplexe und konkave Krümmungsteile können einfach durch die Verwendung von konvexen und konkaven Werkzeugen hergestellt werden.
- Es entstehen keine Kräfte und Eigenspannungen, da kein direkter Kontakt zwischen Werkzeug und Werkstück besteht.
- Ein hervorragendes Oberflächenfinish wird erzeugt.
- Es entsteht weniger Wärme.
Nachteile
- Das Korrosionsrisiko für Werkzeug, W/P und Ausrüstung steigt bei salzhaltigen und sauren Elektrolyten.
- Elektrochemische Bearbeitung kann nur elektrisch leitfähige Materialien bearbeiten.
- Hoher Stromverbrauch.
- Hohe anfängliche Investitionskosten.
Prozessparameter
| S.no | Parameter | Werte |
| 1. | Netzteil | |
| Typ | Gleichstrom | |
| Spannung | 2 bis 35 V | |
| Aktuell | 50 bis 40.000 A | |
| Aktuelle Dichte | 0,1 A/mm2 bis 5 A/mm2 | |
| 2. | Elektrolyt | |
| Material | NaCl und NaNO3 | |
| Temperatur | 20 oC bis 50 oC | |
| Durchflussrate | 20 lpm/100 A Strom | |
| Druck | 0,5 bis 20 bar | |
| Verdünnung | 100 g/l bis 500 g/l | |
| 3. | Arbeitsspalt | 0,1 mm bis 2 mm |
| 4. | Überschnitt | 0,2 mm bis 3 mm |
| 5. | Vorschubgeschwindigkeit | 0,5 mm/min bis 15 mm/min |
| 6. | Elektrodenmaterial | Kupfer, Messing und Bronze |
| 7. | Oberflächenrauheit (Ra) | 0,2 bis 1,5 μm |
Industrietechnik
- Elektrochemische Bearbeitung (ECM):Kinematik, Dynamik, Arbeits- und Werkzeugkonstruktion
- Wasserstrahl- und abrasive Wasserstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektronenstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Laserstrahlbearbeitung :Prinzip, Arbeitsweise, Ausstattung, Anwendung, Vor- und Nachteile
- Schleifstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallschweißen:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektrochemische Bearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Funkenerosion:Prinzip, Arbeitsweise, Ausstattung, Vor- und Nachteile mit Diagramm
- Elektroschlackeschweißen:Prinzip, Arbeitsweise, Anwendung, Vor- und Nachteile