


Elektrochemische Bearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
Heute lernen wir das Prinzip der elektrochemischen Bearbeitung, die Arbeitsweise, die Ausrüstung, die Anwendung, die Vor- und Nachteile anhand des Diagramms kennen. Die elektrochemische Bearbeitung ist ein nicht herkömmlicher Bearbeitungsprozess, bei dem Metall durch elektrochemische Auflösung entfernt wird. Heutzutage wird dieses Verfahren aufgrund seiner vorteilhaften Funktionsweise in vielen Branchen weit verbreitet. Dieser Prozess kann als Umkehrung des Galvanisierungsprozesses erfolgen.
Elektrochemische Bearbeitung (ECM):
Prinzip der elektrochemischen Bearbeitung:
Die elektrochemische Bearbeitung basiert auf dem Faraday-Gesetz der Elektrolyse, das besagt, dass, wenn zwei Elektroden in einem Behälter platziert werden, der mit einer leitfähigen Flüssigkeit oder einem Elektrolyten gefüllt ist, und eine hohe Gleichspannung an sie angelegt wird, Metall von der Anode (positiver Anschluss) und abgebaut werden kann plattiert auf der Kathode (Minuspol). Dies ist das Grundprinzip der elektrochemischen Bearbeitung. Bei diesem Bearbeitungsprozess wird das Werkzeug mit dem Minuspol der Batterie (Arbeit als Kathode) und das Werkstück mit dem Pluspol der Batterie (Arbeit als Anode) verbunden. Beide werden mit geringem Abstand in eine Elektrolytlösung eingebracht. Wenn der Gleichstrom an die Elektrode angelegt wird, wird Metall vom Werkstück entfernt. Dies ist eine grundlegende Grundlage der elektrochemischen Bearbeitung.
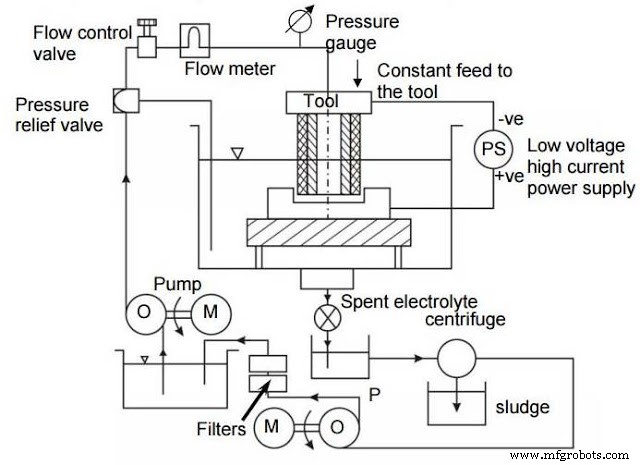 |
| Diagramm des elektrochemischen Schweißens |
Ausrüstung:
Stromversorgung:
Beim elektrochemischen Bearbeitungsprozess ist ein hoher Gleichstromwert von etwa 40000 A und ein niedriger Wert der Potentialdifferenz von etwa 10–25 V wünschenswert. Die Elektroden sind an einem Zwischenelektrospalt angeordnet, der für die Bearbeitung wünschenswert ist. Wenn der Elektrodenabstand nicht zu klein ist, kann er einen Lichtbogen erzeugen, oder nicht zu hoch, ist er nicht für die Bearbeitung geeignet. Es ist etwa 1mm. Dieser Gleichstrom mit hohen Werten wird gebildet, indem Dreiphasen-Wechselstrom in Gleichstrom umgewandelt wird, indem ein siliziumgesteuerter Gleichrichter verwendet wird.
Elektrolytversorgung und Reinigungssystem:
Es besteht aus Rohrleitungssystem, Vorratsbehälter, Pumpe, Steuerventil, Manometer, Heiz- oder Kühlschlange usw. Im elektrochemischen Prozess bildet das vom Werkstück entfernte Metall einen Schlamm, der aus dem Elektrolyten entfernt werden sollte. Dieses System steuert den Fluss und die Reinigung der Elektrolytlösung in den Behälter. Das Rohrleitungssystem besteht aus Edelstahl, glasfaserverstärktem Kunststoff, kunststoffbeschichtetem MS oder einem ähnlichen anderen korrosionsbeständigen Material. Die Tankkapazität beträgt etwa 500 Gallonen pro 10000 A Strom.
Werkzeug und Werkzeugvorschubsystem:
Das Werkzeug wird aus einem korrosionsbeständigen Material hergestellt, da es lange Zeit in einer korrosiven Umgebung standhalten muss. Es sollte auch eine hohe Wärmeleitfähigkeit aufweisen und leicht bearbeitbar sein. Die Maßgenauigkeit und Oberflächengüte des Werkstücks hängt direkt von der Werkzeugabmessung ab. Der Teil des Werkzeugs, der nicht für die Bearbeitung benötigt wird, sollte richtig isoliert werden, da eine fehlende Isolierung zu einer unerwünschten Bearbeitung führt, die zu Maßungenauigkeiten führt.
Werkstück und Werkstückhaltesystem:
Das Werkstück sollte dabei elektrisch gut leitfähig sein. Mit diesem Verfahren kann nur elektrisch leitfähiges Material bearbeitet werden. Werkstück nimmt dabei als Anode auf. Die Werkstückhaltevorrichtungen sollten nichtleitende Eigenschaften haben.
Arbeitsweise der elektrochemischen Bearbeitung:
Das elektrochemische Abtragen funktioniert umgekehrt wie das Galvanisieren. Metall wird von der Anode in den Elektrolyten entfernt und in Schlackenform umgewandelt, indem entgegengesetzte Ionen, die im Elektrolyten verfügbar sind, umgesetzt werden. Dieser Vorgang funktioniert wie folgt.
- In der ECM wird der Elektrolyt so gewählt, dass es keine Beschichtung am Werkzeug gibt und die Form des Werkzeugs unverändert bleibt. Im Allgemeinen wird NaCl in Wasser als Elektrolyt aufgenommen.
- Das Werkzeug wird an den Minuspol und die Arbeit an den Pluspol angeschlossen.
- Wenn der Strom durch die Elektrode fließt, findet eine Reaktion an der Anode oder dem Werkstück und an der Kathode oder dem Werkzeug statt. Um die richtige Arbeitsweise zu verstehen, nehmen wir ein Beispiel für die Bearbeitung von kohlenstoffarmem Stahl.
- Aufgrund der Potentialdifferenz findet im Elektrolyten eine ionische Dissoziation statt.
NaCl ↔ Na+ + Cl- H2O ↔ H+ + OH-
- Wenn die Potentialdifferenz zwischen Werkstück und Werkzeug angelegt wird, bewegen sich positive Ionen zum Werkzeug und negative Ionen zum Werkstück.
- Daher bewegt sich das Wasserstoffion zum Werkzeug. Wenn der Wasserstoff das Werkzeug erreicht, nimmt er ihm einige Elektronen und wandelt sich in Gasform um. Dieses Gas gelangt in die Umgebung.
- Wenn die Wasserstoffionen Elektronen aus dem Werkzeug nehmen, entsteht ein Mangel an Elektronen in der Mischung. Um dies auszugleichen, werden am Werkstück (Anode) Eisenionen erzeugt, die die gleiche Menge an Elektronen in der Mischung abgeben .
2H+ + 2e- = H2 ↑ an Kathode Fe = Fe+ + + 2e- an der Anode
- Diese Eisenionen reagieren mit entgegengesetzten Chlorionen oder Hydroxylionen und fallen in Form von Schlamm aus.
Eisen (Fe) ↔ Fe++ + 2e- Fe++ + 2Cl- ↔ FeCl2 Fe++ + 2(OH)- ↔ Fe(OH) Fecl2 + 2(OH)- ↔ Fe(OH)2 + 2Cl
- Dadurch wird Eisen oder Eisen in den Elektrolyten gegeben und der Bearbeitungsprozess abgeschlossen. Dieser Bearbeitungsprozess ergibt eine höhere Oberflächengüte, da die Bearbeitung Atom für Atom erfolgt.
Anwendung:
- ECM wird zur Bearbeitung von Scheiben oder Turbinenrotorblättern verwendet.
- Es kann zum Schlitzen sehr dünnwandiger Spannzangen verwendet werden.
- ECM kann verwendet werden, um ein internes Profil der internen Nocke zu generieren.
- Herstellung von Satellitenringen und Pleuel, Bearbeitung von Zahnrädern und Langprofilen etc.
Vor- und Nachteile:
Vorteile:
- Es kann sehr komplizierte Oberflächen bearbeiten.
- Ein einziges Werkzeug kann zur Bearbeitung einer großen Anzahl von Werkstücken verwendet werden. Theoretisch tritt kein Werkzeugverschleiß auf.
- Die Bearbeitung von Metall ist unabhängig von der Festigkeit und Härte des Werkzeugs.
- ECM ergibt eine sehr hohe Oberflächengüte.
Nachteile:
- Hohe Anschaffungskosten der Maschine.
- Design und Werkzeugsystem sind komplex.
- Die Ermüdungseigenschaft der bearbeiteten Oberfläche kann sich verringern.
- Nichtleitendes Material kann nicht bearbeitet werden.
- Sackloch kann nicht von ECM bearbeitet werden.
- Der Platz- und Flächenbedarf ist im Vergleich zur konventionellen Bearbeitung hoch.
Hier geht es um das Prinzip der elektrochemischen Bearbeitung, Arbeitsweise, Ausstattung, Anwendung, Vor- und Nachteile. Wenn Sie Fragen zu diesem Artikel haben, stellen Sie diese per Kommentar. Wenn Ihnen dieser Artikel gefällt, vergessen Sie nicht, ihn in Ihren sozialen Netzwerken zu teilen. Danke fürs Lesen.
Ultraschallschweißen:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
Funkenerosion:Prinzip, Arbeitsweise, Ausstattung, Vor- und Nachteile mit Diagramm
Herstellungsprozess
- Wasserstrahl- und abrasive Wasserstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektronenstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Laserstrahlbearbeitung :Prinzip, Arbeitsweise, Ausstattung, Anwendung, Vor- und Nachteile
- Schleifstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallschweißen:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Funkenerosion:Prinzip, Arbeitsweise, Ausstattung, Vor- und Nachteile mit Diagramm
- Elektroschlackeschweißen:Prinzip, Arbeitsweise, Anwendung, Vor- und Nachteile
- Plasmalichtbogenschweißen:Prinzip, Arbeitsweise, Ausrüstung, Typen, Anwendung, Vor- und Nachteile
- Festkörperschweißverfahren:Prinzip, Typen, Anwendung, Vor- und Nachteile