


Was ist WIG-Schweißen:Prinzip, Funktionsweise, Ausrüstung, Anwendungen, Vor- und Nachteile
Heute erfahren wir anhand des Diagramms, was das WIG-Schweißen ist, sein Prinzip, seine Funktionsweise, seine Ausrüstung, seine Anwendung, seine Vor- und Nachteile. WIG steht für Wolfram-Inertgasschweißen oder manchmal wird dieses Schweißen als Gas-Wolfram-Lichtbogenschweißen bezeichnet. Bei diesem Schweißverfahren wird die zum Schweißen erforderliche Wärme durch einen sehr intensiven Lichtbogen bereitgestellt, der sich zwischen Wolframelektrode und Werkstück bildet. Bei diesem Schweißen wird eine nicht abschmelzende Elektrode verwendet, die nicht schmilzt. Bei dieser Schweißart wird meist kein Zusatzmaterial benötigt aber wenn es erforderlich ist, wird ein Schweißstab direkt in die Schweißzone eingeführt und mit Grundmetall geschmolzen. Dieses Schweißen wird hauptsächlich zum Schweißen von Aluminiumlegierungen verwendet.
WIG-Schweißen:
Prinzip:
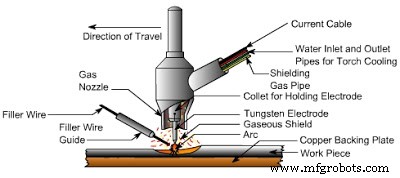
Das WIG-Schweißen funktioniert nach dem gleichen Prinzip wie das Lichtbogenschweißen . Beim WIG-Schweißverfahren wird zwischen Wolframelektrode und Werkstück ein hochintensiver Lichtbogen erzeugt. Bei diesem Schweißen wird meistens das Werkstück mit dem Pluspol und die Elektrode mit dem Minuspol verbunden. Dieser Lichtbogen erzeugt Wärmeenergie, die weiter verwendet wird, um Metallplatten durch Schmelzschweißen zu verbinden . Es wird auch ein Schutzgas verwendet, das die Schweißoberfläche vor Oxidation schützt.
Ausrüstung
Energiequelle:
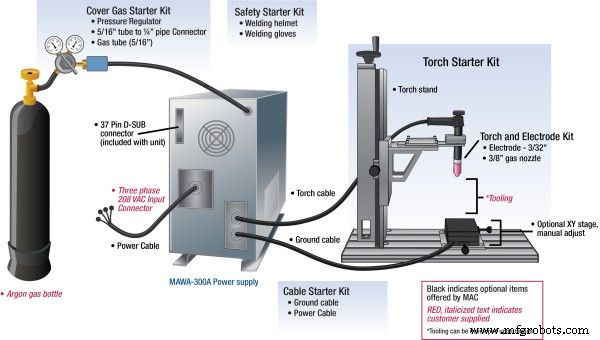
Die erste Einheit der Ausrüstung ist die Stromquelle. Eine Hochstromquelle, die zum WIG-Schweißen benötigt wird. Es verwendet sowohl eine Wechselstrom- als auch eine Gleichstromquelle. Meistens wird Gleichstrom für Edelstahl, Weichstahl, Kupfer, Titan, Nickellegierungen usw. verwendet, und Wechselstrom wird für Aluminium, Aluminiumlegierungen und Magnesium verwendet. Die Stromquelle besteht aus einem Transformator, einem Gleichrichter und einer elektronischen Steuerung. Meistens werden 10 – 35 V bei 5 – 300 A Strom für eine ordnungsgemäße Lichtbogenerzeugung benötigt.
WIG-Brenner:
Es ist ein sehr wichtiger Teil des WIG-Schweißens. Dieser Brenner hat drei Hauptteile, Wolframelektrode, Spannzangen und Düse. Diese Taschenlampe ist entweder wassergekühlt oder luftgekühlt. Bei diesem Brenner wird eine Spannzange verwendet, um die Wolframelektrode zu halten. Diese sind je nach Durchmesser der Wolframelektrode in unterschiedlichen Durchmessern erhältlich. Die Düse lässt den Lichtbogen und die abgeschirmten Gase in die Schweißzone strömen. Der Düsenquerschnitt ist klein, was einen hochintensiven Lichtbogen ergibt. Es gibt Passagen von abgeschirmten Gasen an der Düse. Die WIG-Düse muss in regelmäßigen Abständen ausgetauscht werden, da sie sich aufgrund des Vorhandenseins intensiver Funken abnutzt.
Schutzgasversorgungssystem:
Als Schutzgas werden in der Regel Argon oder andere Edelgase verwendet. Der Hauptzweck von Schutzgas besteht darin, die Schweißnaht vor Oxidation zu schützen. Schutzgas lässt keinen Sauerstoff oder andere Luft in die Schweißzone gelangen. Die Auswahl des Inertgases hängt vom zu schweißenden Metall ab. Es gibt ein System, das den Schutzgasstrom in die Schweißzone reguliert.
Füllmaterial:
Zum Schweißen dünner Bleche wird meist kein Zusatzwerkstoff verwendet. Aber für dicke Schweißnähte wird Füllmaterial verwendet. Das Zusatzmaterial wird in Form von Stäben verwendet, die manuell direkt in die Schweißzone eingeführt werden.
Funktioniert:
Die Arbeitsweise des WIG-Schweißens kann wie folgt zusammengefasst werden.
- Erstens eine Niederspannungs-Hochstromversorgung, die von der Stromquelle an die Schweißelektrode oder Wolframelektrode geliefert wird. Meistens wird die Elektrode mit dem Minuspol der Stromquelle verbunden und funktioniert Stück zum Pluspol.
- Dieser zugeführte Strom bildet einen Funken zwischen Wolframelektrode und Werkstück. Wolfram ist eine nicht verbrauchbare Elektrode, die einen hochintensiven Lichtbogen erzeugt. Dieser Lichtbogen erzeugt Wärme, die die Grundmetalle zum Schweißen schmilzt gemeinsam.
- Schutzgase wie Argon, Helium werden durch Druckventil und Regelventil dem Schweißbrenner zugeführt. Diese Gase bilden eine Abschirmung, die keinen Sauerstoff und andere reaktive Gase in die Schweißzone lässt. Diese Gase erzeugen auch ein Plasma, das die Wärmekapazität des Lichtbogens erhöht und somit die Schweißfähigkeit erhöht.
- Zum Schweißen von dünnem Material ist kein Füllmetall erforderlich, aber zum Herstellen dicker Verbindungen wird etwas Füllmaterial in Form von Stäben verwendet, die vom Schweißer manuell in die Schweißzone eingeführt werden.
Anwendung:
- Wird hauptsächlich zum Schweißen von Aluminium und Aluminiumlegierungen verwendet.
- Es wird zum Schweißen von rostfreiem Stahl, Legierungen auf Kohlenstoffbasis, Legierungen auf Kupferbasis, Legierungen auf Nickelbasis usw. verwendet.
- Es wird zum Schweißen unterschiedlicher Metalle verwendet.
- Es wird hauptsächlich in der Luft- und Raumfahrtindustrie verwendet.
Vor- und Nachteile:
Vorteile:
- WIG bietet im Vergleich zum Lichtbogenschweißen eine stärkere Verbindung.
- Die Verbindung ist korrosionsbeständiger und duktiler.
- Es kann sich eine breite Wahrheit des gemeinsamen Designs bilden.
- Es ist kein Flussmittel erforderlich.
- Es kann leicht automatisiert werden.
- Dieses Schweißen eignet sich gut für dünne Bleche.
- Es bietet eine gute Oberflächengüte, da Metallspritzer oder Schweißfunken, die die Oberfläche beschädigen, vernachlässigbar sind.
- Einwandfreie Verbindung kann aufgrund der nicht verbrauchbaren Elektrode hergestellt werden.
- Mehr Kontrolle über die Schweißparameter im Vergleich zu anderen Schweißverfahren.
- Als Stromversorgung kann sowohl Wechsel- als auch Gleichstrom verwendet werden.
Nachteile:
- Die zu schweißende Metalldicke ist auf etwa 5 mm begrenzt.
- Es erforderte hochqualifizierte Arbeitskräfte.
- Anfangs- oder Einrichtungskosten sind im Vergleich zum Lichtbogenschweißen hoch.
- Es ist ein langsamer Schweißprozess.
Herstellungsprozess
- Wasserstrahl- und abrasive Wasserstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektronenstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Laserstrahlbearbeitung :Prinzip, Arbeitsweise, Ausstattung, Anwendung, Vor- und Nachteile
- Schleifstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Anwendungen, Vor- und Nachteile des WIG-Schweißens
- Arbeitsprinzipien, Vor- und Nachteile des MIG-Schweißens
- Anwendungen, Vor- und Nachteile des Elektroschlackeschweißens (ESW)
- Anwendungen, Vor- und Nachteile des UP-Schweißens
- Anwendungen, Vor- und Nachteile des Plasmalichtbogenschweißens