


Erfolgreiches Schlitzen mit Miniatur-Schneidwerkzeugen
Ob Ihr Werkzeug ein Kraftpaket-Schruppfräser mit 1 Zoll Durchmesser oder ein Präzisions-Schaftfräser mit 0,032 Zoll Durchmesser ist, das Nutenfräsen ist eine der schwierigsten Operationen am Werkzeug. Beim Stoßen wird viel Kraft und Druck auf die gesamte Schneide des Werkzeugs ausgeübt. Dies führt zu langsameren Geschwindigkeiten und Vorschüben und erhöhtem Werkzeugverschleiß, was es selbst für die besten Schneidwerkzeuge zu einem der unangenehmsten Prozesse macht.
Mit Miniaturwerkzeugen (für die Zwecke dieses Blogs unter 1/8 Zoll Durchmesser) ändert sich das Spiel. Die Herangehensweise an Miniaturwerkzeuge ist in Bezug auf das Schlitzen völlig anders. In diesen Fällen ist es von entscheidender Bedeutung, das richtige Werkzeug für diese Operationen auszuwählen. Einige der Vorschläge mögen Sie überraschen, wenn Sie es gewohnt sind, mit größeren Werkzeugen zu arbeiten, aber seien Sie versichert, dass dies erprobte und getestete Empfehlungen sind, die Ihre Erfolgsrate bei Miniatur-Slotting-Anwendungen dramatisch steigern werden.
Verwende so viele Flöten wie möglich
Beim Ausführen traditioneller Schlitz-Werkzeugwege besteht die größte Sorge beim Schneidwerkzeug darin, die beste Spanabfuhr durch Verwendung der richtigen Schneidenanzahl zu erzielen. Traditionell möchte man so wenig Flöten wie möglich verwenden. Bei Aluminium-/Nichteisenmetallarbeiten sind dies normalerweise nicht mehr als 2/3 Spannuten, und bei Stahl-/Eisenanwendungen werden 4 Spannuten empfohlen. Die geringere Schneidenzahl lässt Raum für die Späneabfuhr, sodass Sie keine Späne nachschneiden und die Schneiden Ihres Werkzeugs in tiefen Schlitzen verstopfen.
Beim Schlitzen mit Miniaturwerkzeugen sind die größten Bedenken die Steifigkeit, Durchbiegung und Kernfestigkeit des Werkzeugs. Beim Mikroschlitzen „schlitzen“ wir nicht, sondern „machen einen Schlitz“. Beim traditionellen Schlitzen können wir ein ½-Zoll-Werkzeug 2xD nach unten in das Teil treiben, um einen vollständigen Schlitz herzustellen, und das Werkzeug kann damit umgehen! Aber diese Technik ist mit einem kleineren Werkzeug einfach nicht möglich.
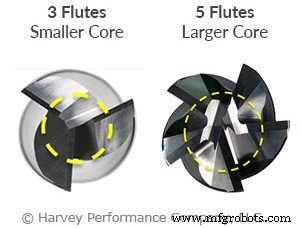
Nehmen wir zum Beispiel einen 0,015-Zoll-Schaftfräser. Wenn wir mit diesem Werkzeug einen Schlitz herstellen, der 0,015 Zoll tief ist, werden wir wahrscheinlich eine axiale Tiefe von 0,001 Zoll bis 0,002 Zoll pro Durchgang nehmen. In diesem Fall sind Späne nicht länger Ihr Problem, da es sich nicht um einen herkömmlichen Schlitzwerkzeugweg handelt. Steifigkeit und Kernstärke sind jetzt entscheidend, was bedeutet, dass wir so viele Wellen wie möglich hinzufügen müssen! Sogar in Materialien wie Aluminium sind 4 oder 5 Schneiden eine viel bessere Option bei kleineren Durchmessern als herkömmliche 2/3-Schneiden-Werkzeuge. Durch die Wahl eines Werkzeugs mit einer höheren Schneidenzahl haben einige Endbenutzer festgestellt, dass sich ihre Werkzeuglebensdauer um das 50- bis 100-fache erhöht hat im Vergleich zu Werkzeugen mit geringeren Schneidenzahlen und geringerer Steifigkeit und Festigkeit.
Verwende die stärkste mögliche Ecke beim Slotting
Abgesehen davon, dass Sie sicherstellen, dass Ihre Miniaturwerkzeuge beim Erstellen eines Schlitzes einen starken Kern haben, müssen Sie auch einen genauen Blick auf Ihre Eckenstärke werfen. Das Anbringen eines Eckenradius an Ihrem Werkzeug ist ein großer Schritt und verbessert die Eckenfestigkeit des Werkzeugs erheblich gegenüber einem Werkzeug mit quadratischem Profil. Wenn wir jedoch die stärkste Spitzengeometrie wünschen, sollte auch die Verwendung eines Kugelkopffräsers in Betracht gezogen werden.
Mit einem Kugelkopffräser erhalten Sie die stärkste Spitze der drei gängigsten Profile. Die Endgeometrie an der Kugelspitze kann fast wie ein Hochvorschub-Schaftfräser arbeiten und ermöglicht schnellere Vorschubgeschwindigkeiten bei den leichten axialen Durchgängen, die für das Mikronuten erforderlich sind. Der Führungswinkel an der Kugelspitze ermöglicht auch eine axiale Spanverdünnung, wodurch Sie eine längere Standzeit erhalten und Ihre Zykluszeiten verkürzen können.

Das richtige Werkzeug für Miniatur-Slotting-Operationen finden
Präzision und Genauigkeit sind bei Miniaturwerkzeugen von größter Bedeutung, unabhängig davon, ob Sie schlitzen, schruppen oder einfach nur ein Loch in ein Teil bohren möchten. Mit den oben genannten Richtlinien ist es auch wichtig, eine Vielzahl von Werkzeugoptionen zur Verfügung zu haben, um Ihren spezifischen Schlitzanforderungen gerecht zu werden. Harvey Tool bietet 5-Nuten-Schaftfräser mit einem Durchmesser von bis zu 0,015 Zoll an, die eine großartige Option für ein stärkeres Werkzeug mit einer hohen Schneidenzahl für Schlitzoperationen darstellen.

Wenn Sie Ihre Eckenstärke verbessern möchten, bietet Harvey Tool auch eine große Auswahl an Miniatur-Schaftfräsern mit Eckenradius und Kugelkopfprofilen mit Dutzenden von Optionen für Reichweite, Schnittlänge und Schneidenzahl. Informationen zu Geschwindigkeiten und Vorschüben für all diese Werkzeuge sind ebenfalls verfügbar, was Ihre Programmierung dieser schwierigen Werkzeugwege ein wenig einfacher macht.

Slotting-Erfolg erzielen:Zusammenfassung
Um die Dinge zusammenzufassen, gibt es drei Hauptpunkte, auf die Sie sich beim Miniatur-Schlitzfräsen konzentrieren sollten:die Anzahl der Spannuten, die Eckenstärke und die Tiefe Ihrer axialen Durchgänge.
Es ist wichtig sicherzustellen, dass Sie ein Eckenradius- oder Kugelkopfwerkzeug verwenden und so viele Spannuten wie möglich an Ihrem Werkzeug anbringen, wenn möglich. Dies hält das Werkzeug steif und vermeidet eine Durchbiegung, während gleichzeitig eine hervorragende Kernfestigkeit bereitgestellt wird.
Nehmen Sie für Ihre axialen Durchgänge leichte Durchgänge mit mehreren Stepdowns. Wenn Sie Ihr Werkzeug fast wie einen Hochvorschub-Schaftfräser verwenden, wird selbst bei den kleinsten Durchmessern ein erfolgreicher Schlitzfräser erzielt.
CNC-Maschine
- CNC-Routerbit-Glossar 2
- Auswahl von Tools zur Verbesserung der Zuverlässigkeit
- Wie wählt man CNC-Werkzeugmaschinen aus?
- Ein Leitfaden für digitale CNC-Messerschneidwerkzeuge
- Optimierung der Ergebnisse bei der Bearbeitung mit Miniatur-Schaftfräsern
- Vereinfachen Sie Ihre Schneidwerkzeugbestellungen
- Drehmaschinenoperationen und Drehschneidwerkzeuge
- Ein schneller Vergleich von CNC-Werkzeugmaschinen
- Drehmaschinen-Schneidwerkzeugtypen
- Werkzeugversatz in CNC-Drehmaschine mit Fanuc-Steuerung