


3D-Druckgeschwindigkeit; So drucken Sie schneller und sparen Zeit!
Der 3D-Druck ist kein besonders schneller Prozess:Bei einigen kleinen Modellen kann der Druck eine gefühlte Ewigkeit dauern (ich habe gerade ein Modell gedruckt, das 37 Stunden gedauert hat). Aber gibt es eine Möglichkeit, den Prozess zu beschleunigen, insbesondere ohne die Druckqualität zu beeinträchtigen?
In diesem Artikel werde ich die verschiedenen Einstellungen durchgehen, die Sie in Ihrem Slicer anpassen können, um die Zeit, die für die Fertigstellung eines Drucks benötigt wird, erheblich zu verkürzen, wie die Druckqualität (etwas) beibehalten werden kann, sowie ein paar verschiedene Tipps und Tricks dazu alles möglich machen.
Also, ohne weitere Umschweife, fangen wir an!
Geschwindigkeit vs. Qualität

Die Fähigkeit des Geräts, eine bestimmte Geschwindigkeit zu bewältigen, ist ein wichtiger Faktor, der bei der Bewertung der Auswirkung der Geschwindigkeit auf die Druckqualität zu berücksichtigen ist.
Das Design und das Material, aus dem die Maschinen hergestellt sind, können die Qualität bei hohen Geschwindigkeiten beeinträchtigen. Dies liegt daran, dass schnelle Bewegungen des Extruders erhebliche Vibrationen erzeugen können.
Das Filament hat auch seine Grenzen, da es eine bestimmte Temperatur benötigt, um geschmolzen zu werden, und wenn sich die Maschine zu schnell bewegt, kann dies die Durchflussrate einschränken, da die Maschine das Filament nicht mit dieser Geschwindigkeit schmelzen kann.
Wenn der Drucker zu schnell arbeitet, hat das Filament möglicherweise nicht die Zeit, eine starke Bindung herzustellen, was zu einer schwachen Schichthaftung führt. Hier haben Sie einen ausführlichen Artikel zum Thema.
Eine Erhöhung der Düsengröße könnte zu deutlich schnelleren Druckzeiten führen, aber auch dies geht zu Lasten der Qualität.
Generell gilt, je schneller der Druck, desto geringer die Qualität.
Slicer-Einstellungen, die sich auf die Druckzeit auswirken
Ein Slicer ist die Computersoftware, die für die Konvertierung eines Modells im STL-Format in Druckerbefehle im G-Code-Format verantwortlich ist.
Bei fast allen dieser Apps können Sie mehrere Parameter steuern, z. B. Füll- und Umfangsfunktionen, Schichtbreite und -höhe, Geschwindigkeit usw., und alle können einen großen Einfluss auf die Druckgeschwindigkeit haben.
Sehen wir uns an, wie Sie die Druckzeiten am besten verkürzen können, indem Sie versuchen, die Druckqualität so wenig wie möglich zu beeinträchtigen:
Anzahl der Muscheln (Anzahl der Wandlinien)
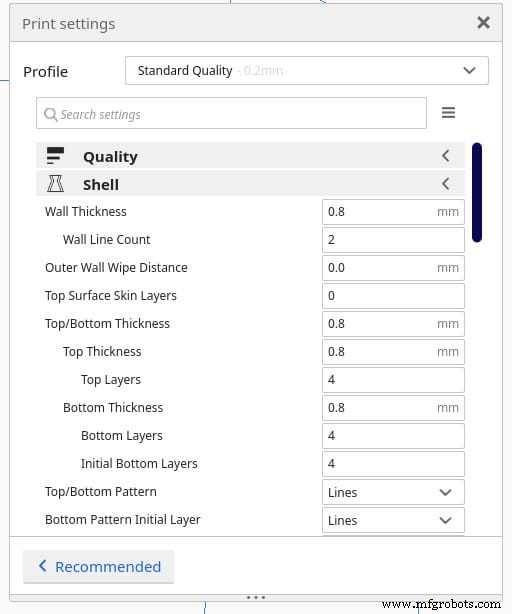
Die Hülle (oder der Umfang) bildet das Äußere von 3D-gedruckten Teilen und kann in zwei Abschnitte eingeteilt werden:die Wände sowie die Ober- und Unterseite.
Beim Anpassen der Wandstärke stellen Sie automatisch die Anzahl der Umfänge ein. Wenn Sie beispielsweise die Wandstärke auf 1,2 mm einstellen, bedeutet dies, dass der Drucker insgesamt drei Umrisse druckt (angezeigt als Anzahl der Wandlinien in Cura), da jeder Umriss 0,4 mm dick ist.
Die Reduzierung der Anzahl der Perimeter bedeutet, dass der Druckweg kürzer und die Menge an extrudiertem Material reduziert wird, wodurch wir schnellere Druckzeiten erzielen.
Kurz gesagt, die Reduzierung der Anzahl der Perimeter/Hüllen führt zu schnelleren Drucken.
Fülldichte
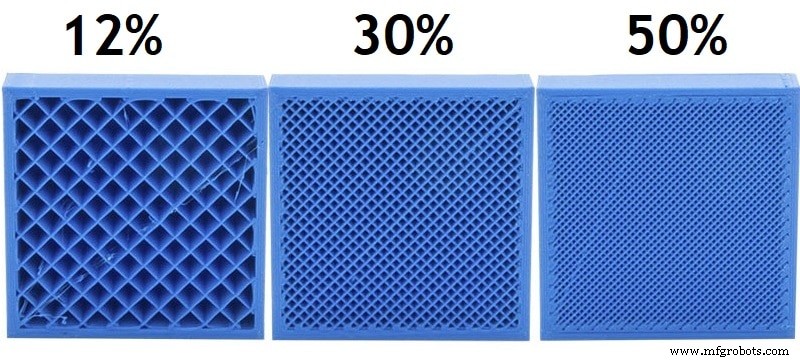
Die Füllung macht das Innenvolumen der Modelle aus, und eine der Einstellungen, die wir anpassen können, ist die Dichte, die angibt, wie viel oder wie wenig Material den inneren Teil des Modells ausmachen wird, und es kann gehen von 0 %, was vollständig hohl bedeutet, bis 100 %, was vollständig massiv bedeutet.
Je dichter das Stück, desto mehr Material muss extrudiert werden und desto länger wird Ihr Drucker brauchen, um den Druck fertigzustellen.
Wenn Sie also schneller drucken möchten, sollten Sie die Fülldichte verringern, aber denken Sie immer daran, dass dies die Stärke des Drucks beeinträchtigen kann.
Kurz gesagt; Wenn Sie die Fülldichte auf etwa 10 % senken, können Sie zwischen Minuten und einigen Stunden pro Druck sparen.
Allmähliche Füllschritte
Es gibt eine Möglichkeit, die Reduzierung der Fülldichte im gesamten Druck zu vermeiden und gleichzeitig den Festigkeitsverlust zu mindern.
Wenn Sie eine allmähliche Füllung verwenden, erhalten Sie einen Dichtegradienten über das gesamte Modell, und dies reduziert die verwendete Materialmenge, indem Sie mit einem niedrigen Dichteprozentsatz in den unteren Schichten beginnen und ihn in der Nähe der oberen Schichten allmählich erhöhen.
Sie können zwei verschiedene Einstellungen anpassen:Allmähliche Füllungsschritte, die darstellen, wie oft die Füllung um die Hälfte reduziert wird, und die Höhe, die die Höhe steuert, bei der die Füllungsdichte reduziert wird.
Wie viel Zeit Sie mit dieser Einstellung sparen können, hängt vom Modell selbst ab, aktivieren Sie also die Einstellung und passen Sie die beiden Parameter an, schneiden Sie dann das Modell und vergleichen Sie die geschätzte Druckzeit mit der ohne allmähliche Füllschritte.
Füllmuster
Das Füllungsmuster ist die Form oder das Design, das zum Drucken der Füllung verwendet wird, und es wirkt sich auch auf die Druckzeit aus. In den Slicer-Einstellungen sind viele verschiedene Füllungsmuster verfügbar (einige davon hängen von der verwendeten Software ab) und jedes von ihnen verleiht dem Modell unterschiedliche Eigenschaften (hauptsächlich, wie stark das Modell sein wird).
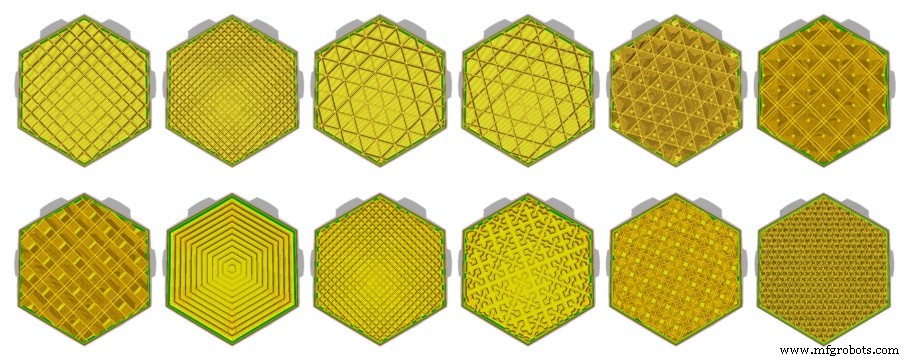
Im Allgemeinen ist das Füllmuster „Linien“ das schnellste, gefolgt von „Zickzack“, da es einfacher zu erstellen ist, aber dies hängt auch von der Form des Modells und anderen Faktoren ab.
Im Allgemeinen sollten Sie ein Muster auswählen, das für das spezifische Modell, das Sie erstellen, am besten geeignet ist, da es dadurch viel stärker werden kann, aber Sie möchten vielleicht andere ausprobieren, um herauszufinden, welches davon die Zeit verkürzt dauert, um das Modell fertigzustellen.
Druckgeschwindigkeit &Reisegeschwindigkeit
Die Druckgeschwindigkeit steuert, wie schnell sich die Düse beim Drucken über die Bauplatte bewegt. Wenn Sie diese Geschwindigkeit extrem hoch einstellen, könnten Sie mit Klingeln oder sogar mit Extrusionsproblemen experimentieren. Sie können versuchen, eine Grundgeschwindigkeit festzulegen und diese dann schrittweise zu erhöhen, bis Sie einige Mängel auf der Oberfläche sehen.
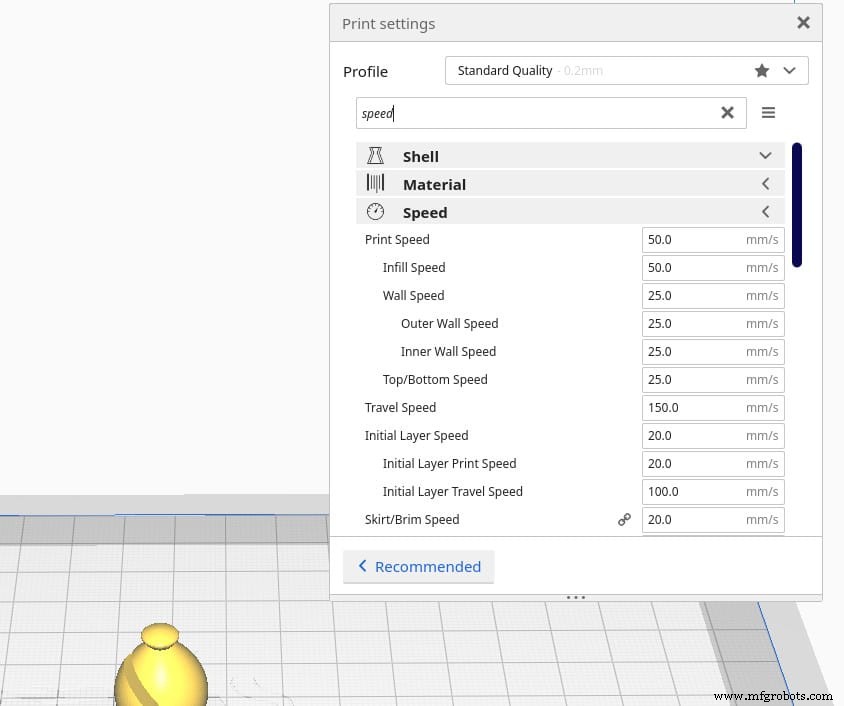
Andererseits ist die Bewegungsgeschwindigkeit, wie schnell sich die Düse bewegt, während sie das Filament nicht extrudiert. Eine zu hohe Geschwindigkeit kann zu erheblichen Vibrationen führen und dazu führen, dass die Düse während der Bewegung mit einem anderen Teil des Drucks kollidiert.
Mit den Einstellungen für die Druckgeschwindigkeit können Sie die Geschwindigkeit jedes Teils (Füllung, Wände, Ober- und Unterseite) separat steuern.
Sie können die Füllgeschwindigkeit drastisch erhöhen, ohne die Qualität zu beeinträchtigen. Schalen/Wände müssen noch etwas getestet werden, aber mit den meisten Druckern können Sie bis zu 60 mm/s ohne nennenswerten Qualitätsverlust erreichen (einige Drucker können mit 200 mm/s ohne Qualitätsverlust drucken).
Beschleunigung &Ruck
Beschleunigung und Ruck sind Werte, die in der Firmware der Maschine festgelegt sind, sie werden nicht in den G-Code geschrieben und definieren genauer, wie die Bewegungen ausgeführt werden.
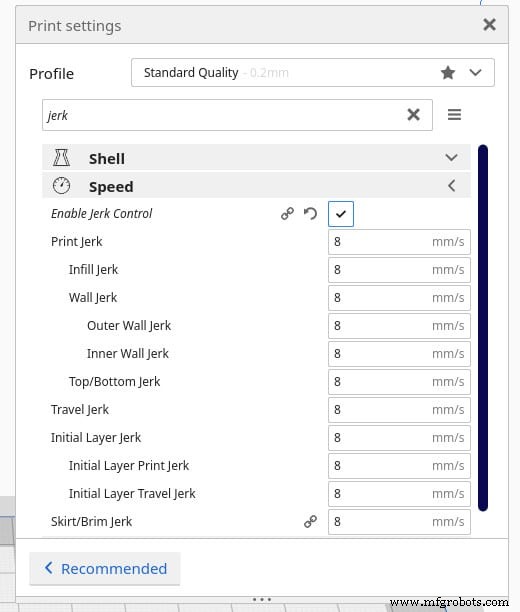
Die Jerk-Einstellung stellt die maximale momentane Geschwindigkeitsänderung dar, bei der sich ein Druckkopf aus einer Ruheposition bewegt:Je höher die Einstellung, desto schneller bewegt er sich aus einer stabilen Position, je niedriger die Einstellung, desto langsamer bewegt er sich aus einer stabilen Position Position.
Wenn der Druckkopf beispielsweise stillsteht, weist er den Drucker an, sofort von 0 mm/s auf den eingestellten Ruckwert zu gehen, wobei der Beschleunigungsparameter ignoriert wird. Es funktioniert auch in beide Richtungen, da es auch die Geschwindigkeit steuert, mit der der Druckkopf langsamer wird, bis er 0 mm/s erreicht.
Wenn der Ruckwert hoch ist, dauert es weniger Zeit, die maximale Geschwindigkeit zu erreichen oder anzuhalten, was die Druckzeit reduziert (sowie die Druckqualität, da diese schnellen Geschwindigkeitsänderungen Vibrationen verursachen können).
Die Beschleunigungseinstellung stellt dar, wie schnell der Druckkopf beschleunigen darf; je höher die Einstellung, desto schneller erreicht der Druckkopf seine maximale Geschwindigkeit, je niedriger die Einstellung, desto langsamer erreicht der Druckkopf seine maximale Geschwindigkeit. Durch Erhöhen der Beschleunigung wird die Druckzeit verkürzt, wenn der Druckkopf über genügend Bewegungsstrecke verfügt.
Mit dem folgenden Rechner können Sie Ihre Beschleunigungseinstellungen, Abstand/Länge der Achse und die gewünschte Höchstgeschwindigkeit eingeben und sehen, in wie viel Zeit Ihr Drucker diese gewünschte Geschwindigkeit erreichen wird.
Unterstützungseinstellungen
Stützen sind ein übliches Merkmal, das beim 3D-Druck verwendet wird, da beim Drucken jede Schicht von der darunter liegenden Schicht gestützt werden muss. Manchmal muss der Extruder Material an einer Stelle ablegen, an der kein Material darunter ist, und hier kommen Stützen ins Spiel.
Nun ist das Drucken von Stützen extrem zeitaufwändig, weshalb Sie alles tun sollten, um so wenig Stützmaterial wie möglich zu drucken, wenn Sie den Druckvorgang beschleunigen möchten.
Dies kann durch Absenken der Extrusionstemperatur, Verbessern der Schichtkühlung, Verringern der Durchflussrate und Verringern der Druckgeschwindigkeit erreicht werden, aber ich habe festgestellt, dass es am besten funktioniert, die Ausrichtung des Drucks so anzupassen, dass die Menge an reduziert wird benötigtes Stützmaterial, und um dann den Winkel zu erhöhen, in dem der Slicer beginnt, Stützen einzuführen (in Cura ist er standardmäßig bei 45 Grad).
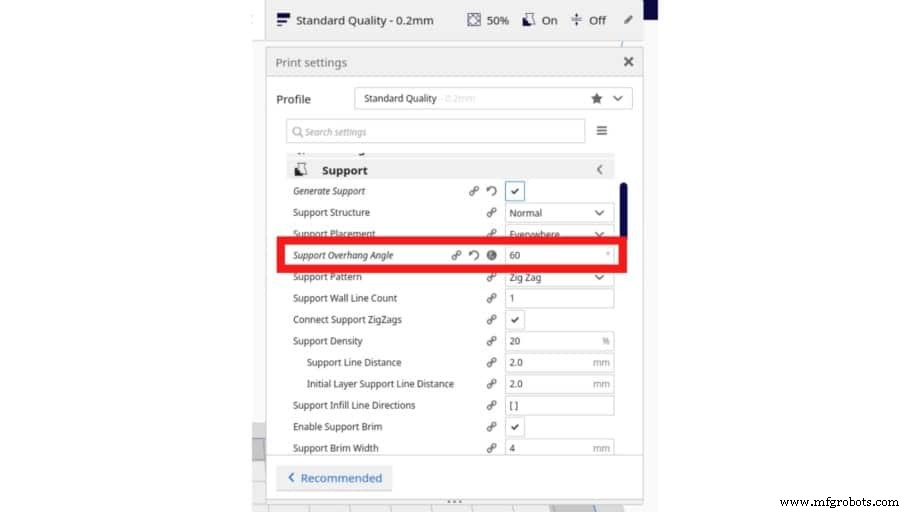
Um herauszufinden, was der maximale Winkel ist, in dem Ihr Drucker bequem ohne Stützen drucken kann, können Sie diesen Überhang- und Überbrückungstest drucken und sehen, an welchem Punkt es zu versagen beginnt. Wenn Ihr Drucker problemlos in einem Winkel von 60 Grad drucken kann, aber bei 65 Grad nicht mehr funktioniert, aktivieren Sie die Stützen bei 65 Grad.
Eine weitere Möglichkeit, schneller zu drucken und auch den Gesamtmaterialverbrauch zu reduzieren, besteht darin, die Fülldichte des Stützmaterials zu reduzieren.
Um mehr über Unterstützungen und die Optimierung ihrer Verwendung zu erfahren, lesen Sie diesen Artikel, den wir zu diesem speziellen Thema geschrieben haben.
Ebenenhöhe
Die Schichthöhe ist der Abstand zwischen der Düse und der vorherigen Schicht aus extrudiertem Material. Dieser Parameter bezieht sich auf die Auflösung, die das Modell haben wird:Je niedriger die Schichthöhe, desto höher die Detailgenauigkeit und umgekehrt.

In Bezug auf die Druckgeschwindigkeit bedeuten dickere Schichten, dass weniger Schichten erforderlich sind, um die gleiche Höhe zu erreichen, was zu schnelleren Drucken führt.
Auf der anderen Seite, je mehr Sie die Schichthöhe erhöhen, desto geringer ist die Auflösung, die Sie erhalten, und darüber hinaus könnte sich die Verwendung dickerer Schichten auch negativ auf die Festigkeit des Modells auswirken, da zwischen ihnen viel weniger Oberflächenkontaktfläche vorhanden ist die Schichten.
Im Allgemeinen beträgt eine gute Schichthöhe in Bezug auf Qualität, Geschwindigkeit und Festigkeit 0,2 mm.
Linienbreite (Extrusionsbreite)
Die Linienbreite bestimmt, wie breit die zu druckende Linie sein wird. Normalerweise ist es so breit wie das Düsenloch, aber Sie können es vergrößern oder verkleinern, indem Sie diese Einstellung anpassen.
Bei größeren Extrusionsbreiten erhöht sich auch der Druck in der Düse, um das Material nach dem Verlassen der Düse zu den Seiten zu drücken, sodass mehr Material auf einmal aus der Düse austritt, was schnellere Drucke bedeutet.
Natürlich können Sie nicht erwarten, die Linienbreite auf 200 % zu erhöhen und genau die gleiche Druckqualität zu erhalten (obwohl sie zu diesem Zeitpunkt sehr ähnlich ist). Im Allgemeinen erhöht eine geringfügige Verringerung der Linienbreite die Druckqualität auf Kosten der Druckgeschwindigkeit, während eine zu starke Erhöhung die Druckqualität verringert, aber die Geschwindigkeit erhöht.
Tipp :Das Drucken im Vasenmodus (Spirale Außenkontur in Cura) führt im Allgemeinen zu etwas schwachen Drucken, wenn eine 0,4-mm-Standarddüse verwendet wird, aber eine Erhöhung der Linienbreite auf 200 % wird die Vase im Wesentlichen mit einer doppelt so dicken Wand drucken, was dazu führt einen viel stärkeren Druck und ohne längere Bearbeitungszeit.
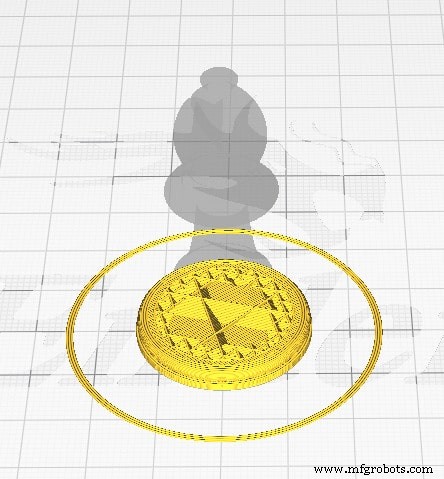
Betthaftungseinstellungen (keine Krempe oder Raft verwenden)
Schürzen, Krempen und Flöße sind so konzipiert, dass sie die Betthaftung unterstützen (meistens Krempen und Flöße). Ein Rock ist eine Linie aus extrudiertem Kunststoff, die das Modell umgibt und gedruckt wird, ohne mit dem Druck selbst in Kontakt zu kommen. Es wird verwendet, um den Extruder vorzubereiten und einen reibungslosen Fluss zu erzielen, bevor mit dem Drucken des Teils begonnen wird.
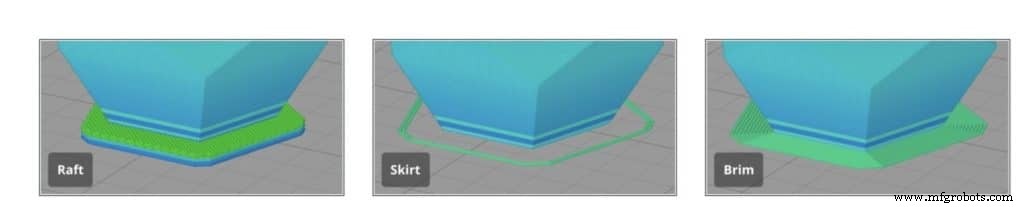
Eine Krempe ist eine Materialschicht, die das Modell wie ein Rock umgibt, aber tatsächlich mit den Rändern des Modells in Kontakt kommt. Dieser hilft bei der Betthaftung und verhindert ein Verziehen.
Ein Raft ist eine bedruckte Oberfläche, die als Basis zum Drucken des 3D-Modells verwendet wird. Es hilft sicherzustellen, dass die erste Schicht gut gedruckt wird und sich nicht von der Bauoberfläche löst.
Wie Sie sich vorstellen können, wird der Druckvorgang durch die Verwendung eines Floßes viel Zeit in Anspruch nehmen und auch mehr Material verbrauchen. Ich würde dringend empfehlen, einen Rock oder gar nichts zu verwenden, da der Drucker den Extruder normalerweise ohnehin vorbereitet, indem er eine Linie an der Seite des Betts druckt.
Wenn die Betthaftung ein Problem darstellt, ziehen Sie die Verwendung einer Krempe in Betracht und erhöhen Sie die Betttemperatur leicht über die Glasübergangstemperatur des Filaments.
Anpassungsschichten
Adaptive Ebenen tragen dazu bei, die Druckzeit erheblich zu verkürzen, ohne viel Qualität und Auflösung zu verlieren, da eine variable Ebenenhöhe verwendet wird. Dies bedeutet, dass der Drucker die Schichthöhe während des Druckens je nach Form des Modells erhöht oder verringert.
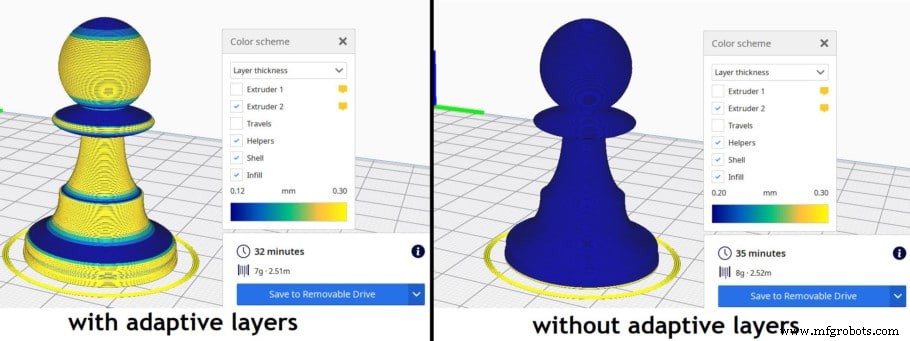
In Cura senkt diese Funktion automatisch die Schichthöhe beim Drucken gekrümmter geometrischer Bereiche, während Bereiche mit geringeren Strukturänderungen mit dickeren Schichten gedruckt werden.
Abhängig vom Modell selbst können Sie mit adaptiven Ebenen in manchen Fällen bis zu 15 % oder sogar 20 % Zeit sparen.
Andere Methoden zur Erhöhung der Druckgeschwindigkeit
Neben den Slicer-Einstellungen können wir auf andere Methoden zurückgreifen, um die Geschwindigkeit zu erhöhen, mit der die Ausdrucke aus dem Drucker kommen.
Verwenden Sie eine größere Düse (verringert die Druckqualität)
Durch die Verwendung einer Düse mit größerem Durchmesser können Sie breitere Umfänge drucken, wodurch die benötigte Gesamtzahl reduziert wird.

Aus dem gleichen Grund können Sie mit einer Düse mit größerem Durchmesser auch die Schichthöhe erhöhen, was sich, wie bereits erwähnt, direkt auf die Druckgeschwindigkeit auswirkt, obwohl dies zu einer deutlichen Verringerung der Druckqualität führt.
Ein zusätzlicher Vorteil des Druckens mit einer größeren Düse besteht darin, dass, da die Schicht selbst viel breiter ist, viel mehr Oberflächenkontaktfläche vorhanden ist, und dies direkt mit der Stärke eines Drucks korreliert:Je breiter die Düse, desto breiter die Linienbreite und Diese vergrößerte Kontaktfläche führt zu stärkeren Drucken.
Drucken Sie in großen Mengen
Wenn Sie mehr als ein Stück drucken müssen, wäre das Drucken in großen Chargen eine geeignete Option.
Dies reduziert die Zeit, die der Drucker zum Aufheizen und Abkühlen benötigt, und die Anzahl der Male, die Sie das Bett nivellieren müssen (die automatische Bettnivellierung nimmt ebenfalls viel Zeit in Anspruch).
Der einzige Nachteil beim Drucken großer Chargen besteht darin, dass bei einem einzelnen Fehler/Problem, z. B. wenn sich der Druck von der Bauplatte löst, die gesamte Charge verloren geht und Sie von vorne beginnen müssen.
Fazit &Beispieleinstellungen
3D-Druck ist nicht gerade ein schnelles Verfahren. Selbst ein Druck, der nur wenige Zentimeter groß ist, kann mehrere Stunden dauern.
Wenn Sie diese Anleitung befolgen, sollten Sie in der Lage sein, die Druckgeschwindigkeit ohne extreme Qualitätseinbußen erheblich zu steigern.
Die folgende Liste zeigt Beispieleinstellungen für schnellere Druckgeschwindigkeiten mit billigen Standard-3D-Druckern wie Ender 3:
- Ebenenhöhe :0,28 mm
- Anzahl Wandlinien :2
- Ausfüllen :5 % – 10 %
- Anpassungsebenen :Aktiviert
- Geschwindigkeit :60 mm/s
- Anfangsschichtgeschwindigkeit :20 mm/s
- Anfangsschichthöhe :0,2 mm
- Betthaftung :Rock
- Linienbreite :200 %
- Anfangsgeschwindigkeit des Lüfters :0 %
- Lüftergeschwindigkeit (nach den ersten Schichten):100 %
- Winkel des Stützüberhangs :60º (Unterstützungen deaktivieren, wenn möglich).
- Idiot: Maximalwert von 20 mm/s.
- Beschleunigung: 400 m/s^2
3d Drucken
- 3D-Druckgeschwindigkeit:Wie sie sich auf die Bauzeit auswirkt
- Wie Topologieoptimierung und 3D-Druck neue Designmöglichkeiten erschließen
- Wie 3D-Druck die Lebensmittel- und Getränkeindustrie verändert
- Wie bekomme ich das aktuelle Datum und die Uhrzeit in Python?
- Wie man Fertigungssysteme optimiert und Zeit spart
- Das Was, Warum und Wie der Schraubenschlüsselzeit
- Leerlaufzeit – Definition, Ursachen und wie man sie reduziert
- Mit 3D-Druck schneller denn je iterieren und Prototypen erstellen
- 3D-Druckgeschwindigkeit vs. Qualität; Beste Einstellungen!
- Additive Fertigungstechnologie und wie SDKs helfen können