


Ender 3 (Pro, V2) beste Support-Einstellungen; Die vollständige Anleitung
Beim 3D-Druck braucht jede neue Schicht etwas darunter, an dem sie haften kann, es kann entweder das Bett oder eine vorherige Schicht sein. Im Allgemeinen wäre es am besten, ein Teil zu entwerfen, um diese Einschränkung zu berücksichtigen, aber es gibt Unterstützungen, wenn dies nicht möglich ist.
Stützen werden normalerweise vermieden, da sie mehr Material verbrauchen, Ihre Druckzeit verlängern und schwierig zu entfernen sein können. Aber es gibt Situationen, in denen Stützen unvermeidlich sind oder die endgültige Druckqualität verbessern. Mit einem gut abgestimmten Slicer-Profil können die Ergebnisse bei geringem Nachbearbeitungsaufwand umwerfend sein.
Ich werde noch viel weiter ins Detail gehen, aber wenn Sie es eilig haben, sind dies gute Unterstützungseinstellungen, um Ihnen den Einstieg auf einem Ender 3 Pro/v2 zu erleichtern:Stellen Sie die Unterstützungsstruktur auf „Normal “, Stützplatzierung bis „Berühren der Bauplatte“, Überhangwinkel zwischen 45º-60º, Stützdichte auf 20 %, Stütz-Z-Abstand auf 0,2 mm und Stütz-X/Y-Abstand auf 0,6 mm.
In den nächsten Abschnitten werde ich sie alle durchgehen und im Detail besprechen, wofür sie gut sind und mit welchen Heuristiken Sie sie ändern können. Außerdem gehe ich einige zusätzliche Einstellungen durch, die nicht unverändert bleiben sollten.
Wenn Sie nicht all die Versuche und Irrtümer durchlaufen möchten, die wir unternommen haben, um die idealen Einstellungen für die Erstellung hochwertiger Drucke auf Ihrem Ender 3 zu finden, dann sehen Sie sich auf jeden Fall unsere eigenen speziell zugeschnittenen Cura-Profile an für die Ender 3-Druckerserie (Sie können sie alle für nur 7 $ bekommen).
Was sind Stützen und warum verwenden wir sie?
Stützen sind gedruckte Strukturen, die nicht Teil des 3D-Modells sind und das Drucken in der Luft verhindern sollen. Stützen können entweder automatisch vom Slicer generiert oder beim Entwerfen des Teils vorab modelliert werden. Diese Strukturen müssen dann in der Nachbearbeitung aus dem Bauteil entfernt werden. Drucker mit Dual-Extrudern können wasser- oder lösungsmittellösliche Trägermaterialien drucken, aber diese haben andere Regeln und Einstellungen, die in diesem Artikel nicht besprochen werden.
Verschiedene Arten von Stützen (Normal oder Baum)
Automatisch generierte Stützen können entweder einfache Strukturen aus Linien oder einem Gitter oder komplexere Strukturen mit baumartigen Ästen sein. Die Entscheidung, eine über der anderen zu wählen, ist nicht immer klar, aber für flache oder kastenförmige Modelle sollten normale Stützen gut funktionieren und für organischere Figuren hinterlassen Baumstützen eine bessere Oberfläche, nachdem sie entfernt wurden. Beide hängen stark davon ab, wie sie konfiguriert sind, aber im Grunde können normale Stützstrukturen normalerweise zerdrückt oder herausgehebelt werden, und Baumstützen sind in der Regel solider. Baumstützen verlängern Ihre Slicing-Zeit merklich, sodass Sie sich mit größeren Modellen gedulden müssen.
Unterschiedliche Unterstützungsmuster
Slicer haben viele verschiedene Stützmuster für normale Stützen, aber es läuft auf nur zwei Kategorien hinaus:stark oder schwach. Interlaced-Strukturen wie das Gittermuster sind stark und lösen sich nach dem Drucken in einem Stück oder manchmal gar nicht ab, weil sie nicht richtig gesetzt wurden. Andererseits können dünne Strukturen wie Linien, Zickzacks oder konzentrische Muster weggedrückt werden. Das Aufräumen ist unordentlicher, aber sie kommen immer auf die eine oder andere Weise heraus. Beides ist nicht für jedes Modell besser, und es ist meist eine Frage des Geschmacks und der verfügbaren Tools.
Die vernünftigste erste Vermutung wäre, dünne Strukturen zu verwenden, weil sie schneller drucken und weniger Material verbrauchen. Wenn die Struktur jedoch zu schwach ist, wird sie versagen und Ihren Druck ruinieren. Es gibt andere Einstellungen, um Ihre Unterstützung robuster zu machen. Versuchen Sie, den Stützrand zu aktivieren oder die Anzahl der Stützmauern auf 1 zu erhöhen.
Was ist die „Unterstützungsplatzierung“
Mit der Einstellung „Supportplatzierung“ können Sie entscheiden, ob die Supports überall platziert werden oder nur diejenigen, die die Bauplatte berühren. Wenn Sie „Überall“ auswählen, können automatische Stützen auf dem zu druckenden Modell gestartet werden. Das bedeutet, dass Sie beim Entfernen der Stützen eine zusätzliche Oberfläche zum Reinigen haben.
Wenn Sie nicht möchten, dass Stützen auf dem Modell beginnen, können Sie „Berühren der Bauplatte“ auswählen und der Slicer generiert nur Stützen, wo er einen freien Platz auf der Bauplatte direkt darunter hat. Dies ist besser für die Bereinigung, aber es kann dazu führen, dass Teile nicht unterstützt werden, die nicht richtig gedruckt werden. Die letzte Option besteht darin, zu „Baumstützen“ zu wechseln, die nur auf der Bauplatte beginnen, aber Zweige überall dort erweitern, wo sie benötigt werden.
Unterstützungsdichte
Die Stützdichte bezieht sich auf die Anzahl der Linien, die gedruckt werden, um die Stützstruktur wie bei der Füllung zu bilden. Zu dicht und die Stützen sind schwieriger zu entfernen, verwenden Sie mehr Material und drucken Sie länger. Zu spärlich und das Objekt wird möglicherweise nicht gut oder überhaupt nicht unterstützt. Ein guter Anfang sind 20 %. Es ist notwendig, die „Ebenenansicht zu aktivieren ” um die generierten Stützen zu sehen. Mit dieser Ansicht können Sie sich eine klare Vorstellung davon machen, wie der Druck aussehen wird und wie schwierig die anschließende Reinigung sein wird.
Was sind Überhänge und Brücken und wie begrenzen sie den Druck?
Wenn der Drucker versucht, Merkmale zu drucken, die freitragend sind, wird Plastik in der Luft extrudiert und neigt dazu, sich zurückzurollen oder durchzuhängen. Diese Merkmale werden als Überhänge bezeichnet und können bis zu einem bestimmten Punkt mit der richtigen Extrusionsrate und Kühlung gedruckt werden.
Eine Brücke ist auch ein Merkmal des 3D-Modells und beinhaltet auch das Drucken in der Luft. Diesmal gibt es einen weiteren Ankerpunkt in einer geraden Linie, wo die Druckbewegung endet. Bei ausreichender Nähe der Ankerpunkte und ausreichender Kühlung bleibt die Kunststofflitze nahezu waagerecht. Es gibt immer etwas Durchhang, aber in vielen Fällen kann es in Ordnung sein.
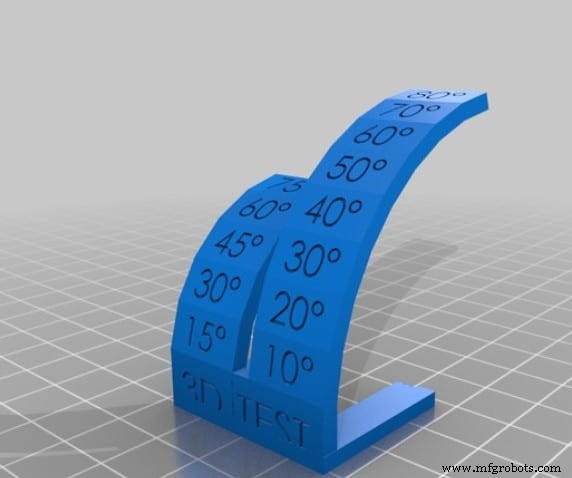
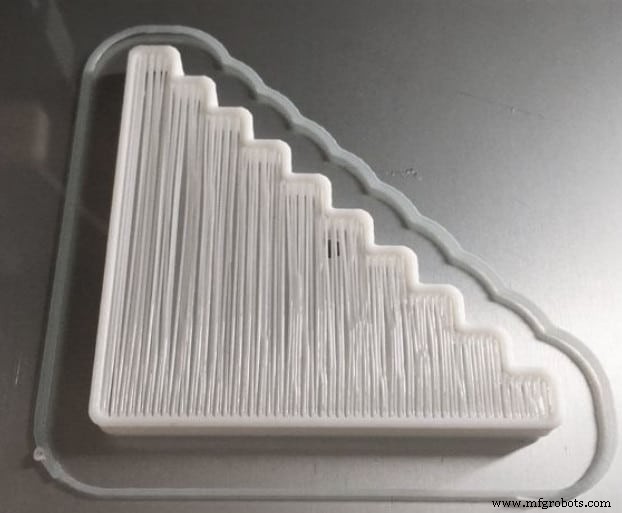
Drucken Sie einen Überhang- und Brückentest
Um die Überhang- und Überbrückungsfähigkeiten Ihres Druckers zu kennen, gibt es Modelle, die entwickelt wurden, um sie zu testen. Die große Community hat viele Tests durchgeführt, aber hier finden Sie zwei einfache Modelle, die ein guter Anfang sind.
Was Sie mit den Tests herausfinden, kann normalerweise verbessert werden, indem Sie Ihr Slicing-Profil optimieren.
#1Überhang-Überbrückungstest
#2 Überhangüberbrückungstest
Überhangwinkel, Brücken &wie man sie verbessert
Die meisten Drucker können mit 45º-Winkelüberhängen davonkommen, Ender 3 kann mit den richtigen Einstellungen bis zu 60º gehen. Der Erfolg einer Brücke hängt davon ab, wie viel Durchhang Sie bereit sind zu akzeptieren. Bis 5 mm werden Sie wahrscheinlich erfolgreich sein. Darüber hinaus sollten Sie sich die Zeit nehmen, Ihren Drucker einzustellen oder Stützen zu verwenden. Mit einigen Filamenten ist es möglich, 150-mm-Brücken herzustellen.
Eine bessere Kühlung kann zu besseren Überhängen und Brücken führen. Überprüfen Sie, ob Sie den Lüfter auf 100 % aufgedreht haben, um die besten Ergebnisse in PLA und PETG zu erzielen. Bei anderen Polymeren wie ABS kann dies zu Delaminierung führen, seien Sie also vorsichtig.
Eine Reduzierung der Drucktemperatur auf bis zu 5 oder 10 ºC kann auch bei Überhängen und Brücken helfen, aber auch die Schichthaftung wird beeinträchtigt. Wenn Sie starke Teile benötigen, versuchen Sie, die Extrusionstemperatur nicht zu stark zu senken.
Schließlich gibt es noch die Extrusionsrate. Bei leichter Unterextrusion haben Brücken und Überhänge eine bessere Qualität, aber wie bei der Extrusionstemperatur wird auch die Schichthaftung beeinträchtigt und Sie können anfangen, Teile zu sehen, denen Kunststoff fehlt. Sie können mit der Durchflussrate im Slicer spielen, indem Sie sie jedes Mal um 1 bis 5 % senken, und die Ergebnisse sehen.
Was ist der Support-Z-Abstand und der X/Y-Abstand?
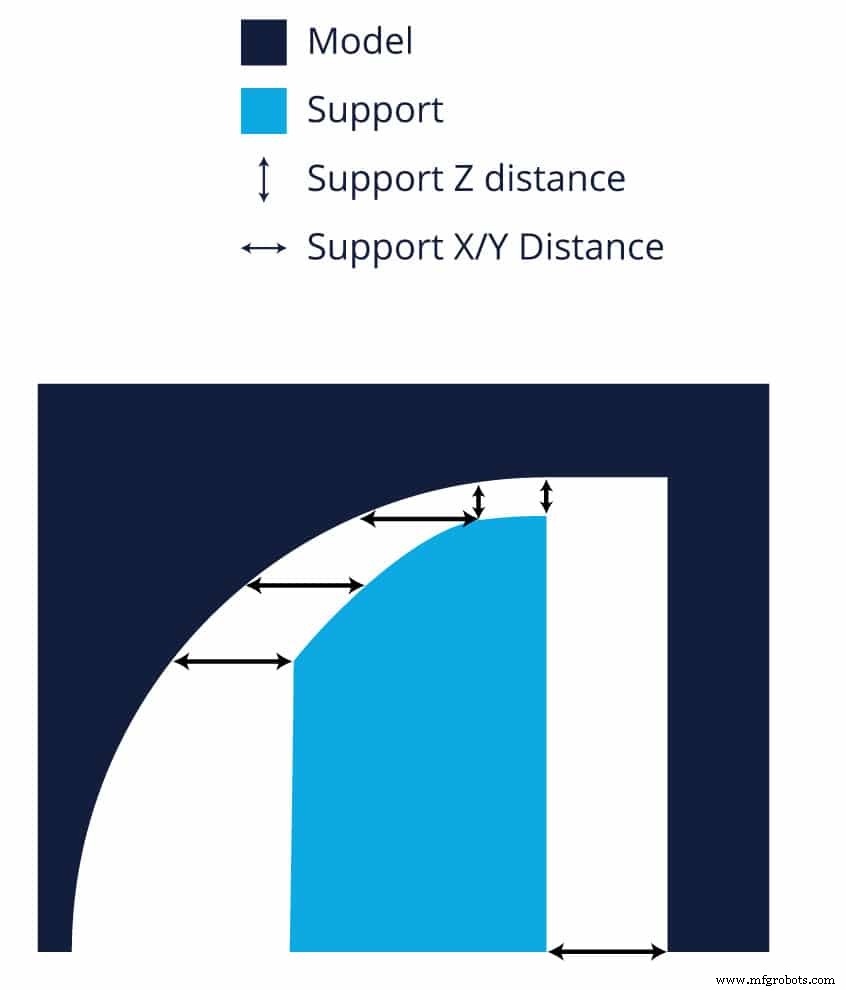
Nachdem die Stützstruktur gedruckt wurde, muss die Maschine eine Lücke lassen, bevor sie eine weitere Schicht druckt, damit sie nicht zu gut haftet. Dies erleichtert den Entfernungsprozess, hinterlässt jedoch eine gewisse Rauhigkeit in der Kontaktfläche. Dieser Abstand wird als Z-Abstand bezeichnet und es wird empfohlen, dass er mindestens eine oder zwei Schichten misst. 0,2 mm ist normalerweise der Standard, aber wenn Ihre Schichthöhe viel kleiner oder höher ist, sollten Sie sie ändern. Je größer der Spalt, desto leichter ist er zu entfernen, aber auch schlechter ist die Kontaktfläche.
Der X/Y-Abstand ist dagegen nicht so empfindlich. Es ist der Abstand, den der Slicer in X- und Y-Richtung lässt, damit die Stützen das Modell nicht berühren. Ein Wert von 0,6 mm oder 0,7 mm sollte in Ordnung sein. Wenn Sie Probleme haben, die Stützen zu lösen, können Sie sie vergrößern.
Wann brauchen Sie Unterstützung? (45°- und 5-mm-Regeln)
Es gibt zwei Regeln für Überhänge und Brücken, die normalerweise beim Entwerfen von Teilen für den 3D-Druck und beim Slicen berücksichtigt werden.
- Wenn der Überhangwinkel über 45º beträgt, benötigen sie wahrscheinlich Stützen.
- Wenn eine Brücke größer als 5 mm ist, braucht sie wahrscheinlich Unterstützung.
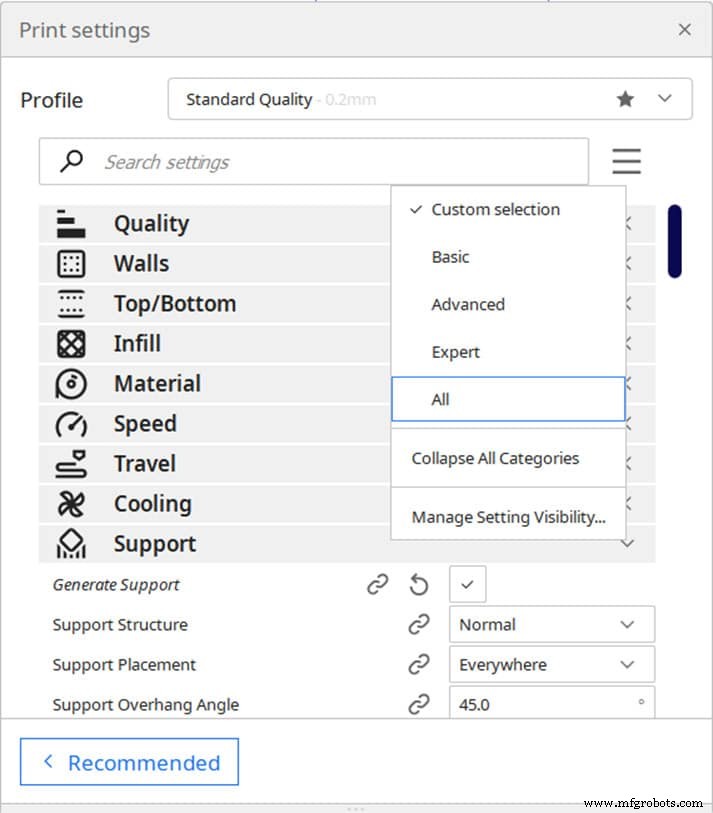
Zugriff auf die Support-Einstellungen in Cura
Um auf die Support-Einstellungen zuzugreifen, müssen Sie auf das Hamburger-Symbol klicken. Alle Einstellungen aus diesem Artikel sollten verfügbar sein, wenn Sie im Dropdown-Menü „Erweitert“ auswählen, mit Ausnahme von Baumstützen, die Sie unter „Experimentell“ finden, wenn „Experte“ ausgewählt ist.
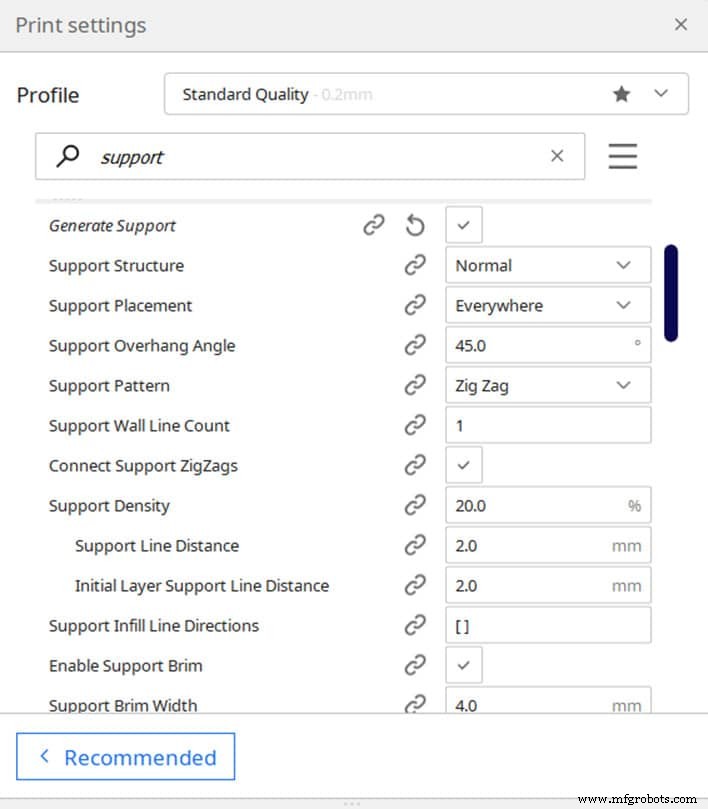
Ideale Unterstützungseinstellung für den Ender 3
- Stützstruktur:Normal
- Unterstützungsplatzierung:„Berührung der Bauplatte“
- Überhangwinkel der Stütze:45º – 60º
- Unterstützungsmuster:Zickzack
- Unterstützungsdichte:20 %
- Unterstützung Z-Abstand:0,2 mm
- Unterstützung X/Y-Abstand:0,6 mm
- Stützdach aktivieren
- Stützrand aktivieren
Wenn Sie nicht all die Versuche und Irrtümer durchlaufen möchten, die wir unternommen haben, um die idealen Einstellungen für die Erstellung hochwertiger Drucke auf Ihrem Ender 3 zu finden, dann sehen Sie sich auf jeden Fall unsere eigenen speziell zugeschnittenen Cura-Profile an für die Ender 3-Druckerserie (Sie können alle für nur 7 $ bekommen).
Schlussfolgerung
Die richtige Abstimmung der Stützen kann das 3D-Druckerlebnis erheblich erleichtern. Mit der 45º- und der 5-mm-Regel und nur wenigen Einstellungen sollten Sie gut zurechtkommen.
Denken Sie daran, den Ebenenmodus auf dem Slicer zu verwenden, um die Stützen zu überprüfen!
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Unterstützungsstrukturen für den 3D-Druck:Eine vollständige Anleitung
- Der vollständige Leitfaden zur Auswahl eines explosionsgeschützten Motors
- Der vollständige Leitfaden zur richtigen Lagerung von Elektromotoren
- Die CNC-Maschinenwerkstatt:Eine vollständige Anleitung
- Die vollständige Anleitung zum 3D-Druck
- Der vollständige Leitfaden für bearbeitete Teile
- Die Grundlagen industrieller Nassbremsen:Ein vollständiger Leitfaden
- Ihr Leitfaden zu den besten Kranmarken
- Der vollständige Leitfaden zur Bestandsverwaltung
- 5-Achsen-CNC-Bearbeitung:Der vollständige Leitfaden