


3D-Drucker überspringt Ebenen! Anleitung zur Behebung!
Unabhängig von der Druckermarke haben alle Benutzer von 3D-Druckern dieses spezielle Problem schon einmal erlebt. Dieser Artikel analysiert die verschiedenen Faktoren, die dieses Problem verursachen können, und die jeweiligen Lösungen.
Wie können Benutzer das Problem mit dem Überspringen von Ebenen beheben? Im Allgemeinen handelt es sich um ein mechanisches Problem, das mit ein paar einfachen Einstellungen und guter Wartung gelöst und sogar verhindert werden kann.
Woran erkennt man, ob der 3D-Drucker Layer überspringt?
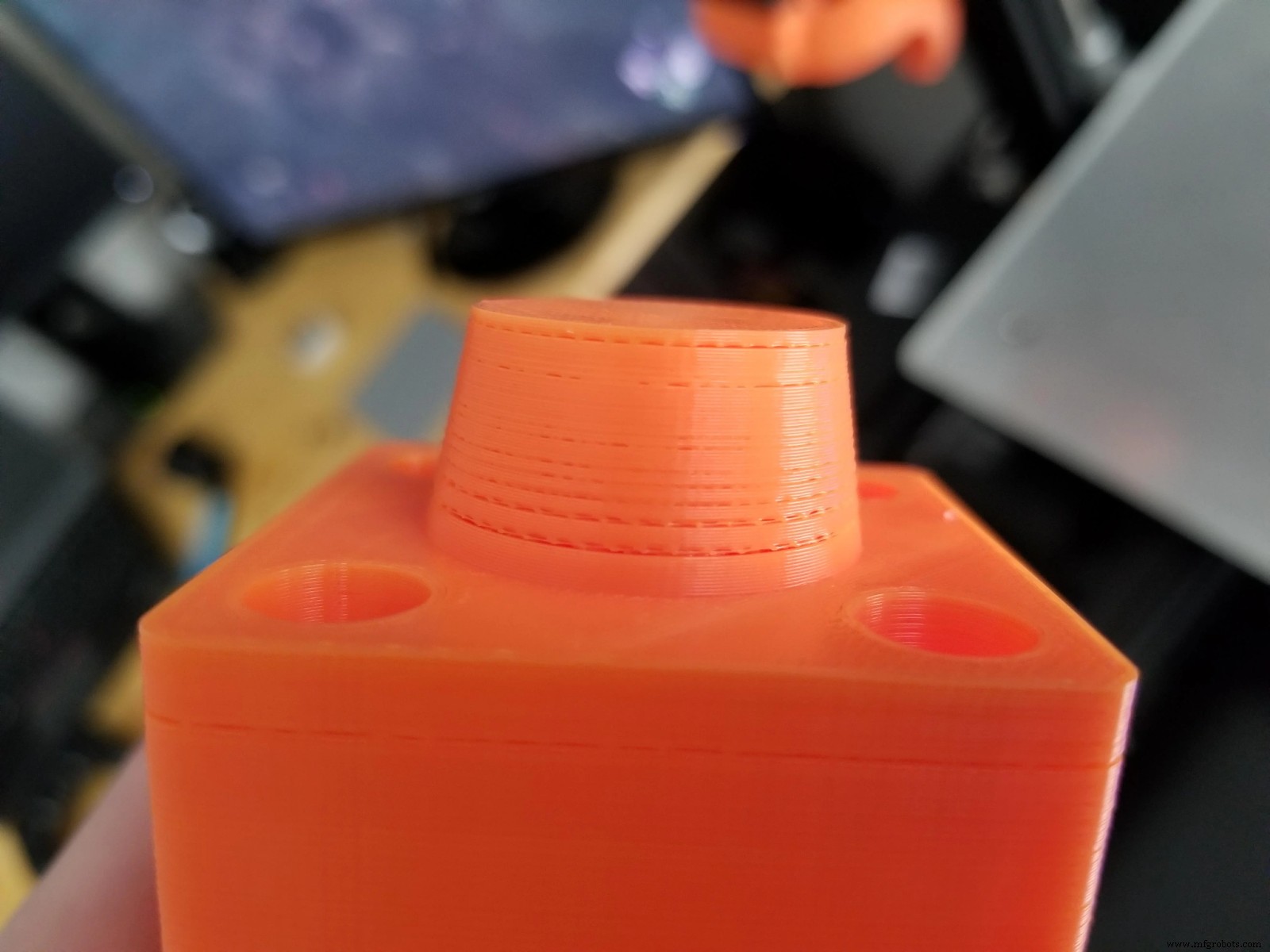
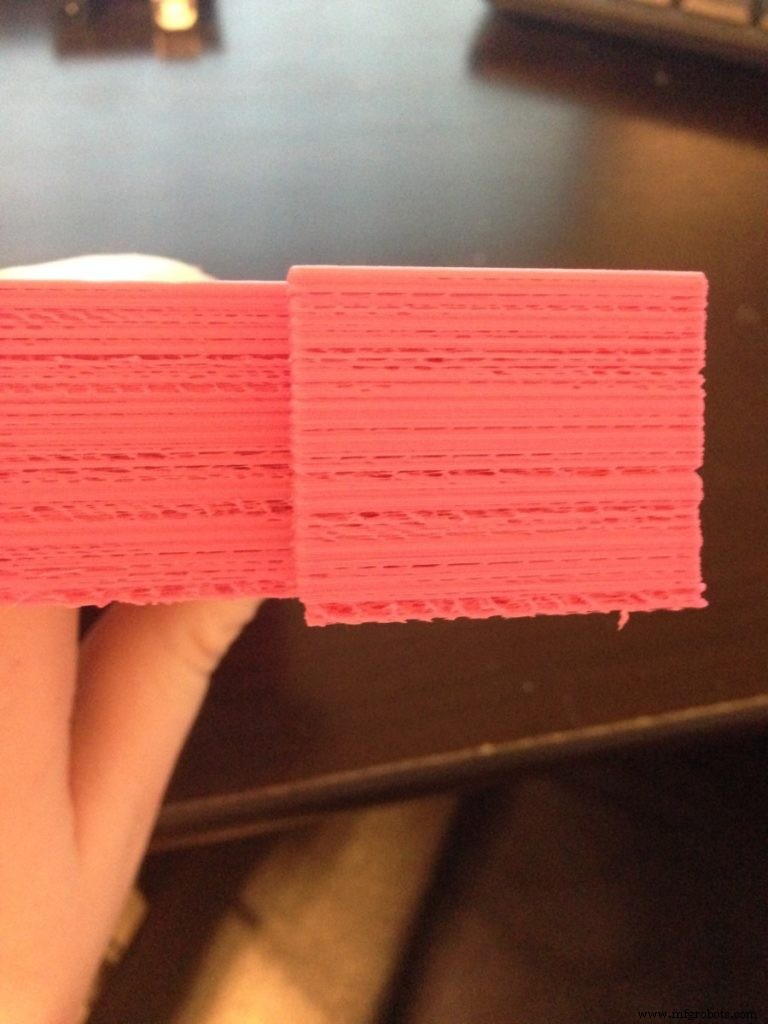
Wenn es Probleme mit dem Überspringen von Schichten gibt, können einige Schichten mit einem Mangel an Material oder einem unregelmäßigen und knappen Fluss in den Stücken beobachtet werden, wie in den Bildern unten zu sehen ist. Somit sehen die Stücke schlecht und sogar zerbrechlich aus.
Was sind die Ursachen und wie kann das Problem gelöst werden?
Es gibt viele Faktoren, die diese Art von Problemen verursachen können. Im Allgemeinen ist das Fehlen von Schichten oder das Überspringen von Schichten normalerweise auf ein mechanisches Problem zurückzuführen. Lösungen von den allgemeinsten bis hin zu einigen spezifischeren, um dieses Problem zu beheben, werden unten beschrieben.
Beginnen Sie mit der mechanischen Wartung
Es ist wichtig zu lernen, wie der Drucker mechanisch gewartet wird, um zukünftige Unannehmlichkeiten zu vermeiden und somit auch die Nutzungsdauer seiner Elemente zu verlängern. Wie bei jeder Maschine verschleißen Teile durch häufigen Gebrauch und einige Schrauben lösen sich, geschmierte Teile trocknen aus usw.
Führen Sie mit wenigen einfachen Schritten einen Wartungsservice durch:
Ziehen Sie alle Muttern und Schrauben fest
Vibrationen durch ständige Bewegung sind die Ursache für das Lösen von Schrauben und Muttern. Wenn die Druckerschrauben nicht richtig angezogen sind, können unter anderem kleine Fluchtungsfehler in einigen Achsen und auch in den Riemen beobachtet werden.
Vorgehensweise
Für diese Aufgabe werden Inbusschlüssel und Zangen oder Schraubenschlüssel in der Größe der Muttern benötigt.
Überprüfen Sie einfach alle Schrauben und ziehen Sie sie mit dem passenden Inbusschlüssel fest. Wenn die Schraube durch ist und sich die Mutter dahinter befindet, halten Sie die Mutter mit einer Zange oder einem Schraubenschlüssel fest, damit sie sich beim Anziehen der Schraube nicht falsch dreht.

In manchen Fällen bietet es sich an, die normalen Muttern gegen selbstbremsende Muttern auszutauschen. Diese sind im Inneren aus einem Material, das als Bremse wirkt, damit sie sich bei Vibrationen nicht lösen.

Es ist auch wichtig, den Transportriemen richtig zu spannen. Im Allgemeinen haben Drucker ein manuelles Spannsystem. Lösen Sie dazu die Schrauben, indem Sie die Bandspannung lösen. Halten Sie dann das Ende des Riemens mit der Hand, strecken Sie ihn, um eine gute Spannung zu erreichen, und ziehen Sie die Schrauben wieder fest.

Bei Ender-Druckern oder ähnlichen ist es außerdem wichtig, die Exzentermuttern der Lager wie unten gezeigt mit einem Schraubenschlüssel anzuziehen.

Überprüfen Sie, ob Stangen und Stützen falsch ausgerichtet sind
Vorgehensweise
Bei einigen Druckern wird die Bewegung der Z-Achse von zwei Motoren ausgeführt, die gleichzeitig mit Gewindestangen arbeiten. Wichtig ist, dass beide Enden auf gleicher Höhe sind. Messen Sie dazu jedes Ende mit einem Lineal und ziehen Sie die Höhen fest, bis sie gleich sind.
Bei Druckern wie Enders ist diese Art der Fehlausrichtung weniger wahrscheinlich, da die Strukturen an den Enden des Wagens ein Quadrat bilden.
Stellen Sie sicher, dass die Düse nicht verstopft ist (dies erzeugt einen geringen Extrusionsfluss)
Wenn die Düse teilweise verstopft ist, ist der Extrusionsfluss unregelmäßig. Dies erzeugt einen Materialmangel in der Schicht. Dies kann auf verschiedene Faktoren zurückzuführen sein:
- Partikel, die aufgrund von Fremdkörpern im Filament in die Düse gelangt sind;
- Verstopfung durch falsche Konfiguration des Rückzugs;
- Partikel, die von anderen, weniger verbreiteten Materialien (Kohlefaser, mit Holz gemischte Filamente usw.) zurückbleiben, die das neue Filament nicht vollständig entfernt;
- Verbrannte Fadenreste.
All diese Abfälle bleiben an den Wänden der Düse haften und verringern den Durchfluss. Dies wird als Unterextrusion bezeichnet.
Qualitativ hochwertige Filamente eignen sich, um Fremdkörper im Material und damit Verstopfungen zu verhindern. Schlecht hergestellte Filamente haben auch Ungleichmäßigkeiten im Durchmesser und dies führt zu Verstopfungen, wenn der Durchmesser größer ist, oder zu schlechtem Durchfluss, wenn der Durchmesser kleiner als der Standard ist.
So reinigen Sie die Düse
Die am häufigsten verwendete Technik wird unten erklärt. Es erfordert eine Nadel mit dem Durchmesser der Düse (dieses Kit ist normalerweise im Lieferumfang des Druckers enthalten).
- Heizen Sie das Hotend auf die Temperatur des Filaments. Zum Beispiel für PLA bei 410°F bis 446°F.
- Führen Sie die Nadel durch den Schnabel ein und machen Sie Bewegungen nach innen und außen.
- Entfernen Sie die Nadel und schieben Sie das Filament manuell hinein.
Wenn die obige Technik die Düse nicht freigeben konnte, besteht die nächste Reinigungstechnik namens „Atomic Method or Cold Pull“ aus:
- Aufheizen des Hotends auf die Arbeitstemperatur des Materials und Entfernen des verwendeten Filaments.
- Einfügen von PLA und etwas Extrudieren.
- Kühlen des Hotends auf etwa 194 °F.
- Ziehen Sie das Filament mit einer starken Bewegung.
Beim Herausziehen des Materials ist es möglich, den an der Spitze haftenden Abfall zu beobachten. Diese Schritte müssen so oft wie nötig wiederholt werden, bis die Spitze sauber herauskommt. In der Abbildung unten sehen Sie, wie die Abfallextraktion abnimmt, wenn Sie diese Schritte nacheinander wiederholen.

Ein weiterer wichtiger zu überprüfender Faktor ist der Zustand des PTFE-Schlauchs im Inneren des Hotends. Es ist normal, dass die Röhre durch Gebrauch brennt oder sich verschlechtert, was auch zu Verstopfungen führt, wie im folgenden Bild zu sehen ist. Tauschen Sie einfach das Teflon gegen ein neues aus und achten Sie darauf, dass es gut in der Düse sitzt.

Stellen Sie sicher, dass das Zahnrad keinen Abfall aufgrund von Filamentverschleiß aufweist. Wenn sich Staub auf dem Material befindet, entfernen Sie ihn mit einer Bürste.

Ein wesentlicher Faktor ist die Art und Weise, wie sich die Filamentspule dreht. Die Form der Spule hängt vom Filamenthersteller ab und in einigen Fällen ist das Mittelloch der Spule viel größer als die Halterung am Drucker. Beim Drucken zieht der Extrudermotor schließlich am Filament und kann dazu führen, dass das Material das Hotend falsch einzieht. Damit die Spule gut zentriert ist, können Benutzer einen Adapter wie diesen drucken:


Sehen Sie sich das folgende Video an, in dem die oben genannten Verfahren gezeigt werden:
Schmieren Sie alle Teile nach Bedarf
Vorgehensweise
Wenn der Drucker glatte Stangen und Linearlager verwendet, ist es wichtig, die Stangen richtig zu schmieren, indem Sie zuerst altes Fett mit Isopropylalkohol abwischen. Verwenden Sie WD-40 nicht als Schmiermittel, da es sehr schnell trocknet, viel Reibung verursacht und die Lager beschädigt. Geeignete Schmiermittel basieren auf Teflon (PTFE). Wichtig ist auch, die Lager und die Gewindestangen der Z-Achse zu schmieren.
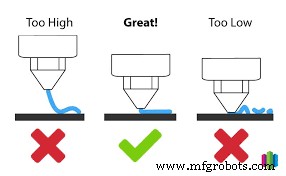
Nivellieren Sie das Bett
Eine gute Nivellierung des Druckbetts ist für einen korrekten Druckstart unerlässlich. Die Bettkalibrierung kann manuell durch Anziehen der Federschrauben an den Enden des Bettes oder automatisch mit Sensoren erfolgen. Diese Sensoren können kleine Unebenheiten korrigieren, die nicht manuell korrigiert werden können, insbesondere wenn die Oberfläche des Betts groß ist (größer als 24 × 24 cm) oder wenn das Bett einige Fabrikfehler aufweist.
Vorgehensweise
Wenn der Drucker keinen automatischen Nivellierungssensor hat, müssen Sie diese einfachen Schritte mit einem Blatt Papier befolgen:
- Alle Achsen zum Ursprung bringen
- Deaktivieren Sie die Motoren, um die X- und Y-Achse von Hand zu bewegen
- Bringen Sie den Druckkopf in eine Ecke und legen Sie das Blatt Papier zwischen die Düse und das Bett
- Bewege die Schraube in dieser Ecke, ziehe sie an oder löse sie und bewege gleichzeitig das Papier, um eine leichte Reibung zu spüren
- Wiederholen Sie den Schritt in allen Ecken
- Überprüfen Sie abschließend an verschiedenen Stellen des Bettes, ob es gut nivelliert ist
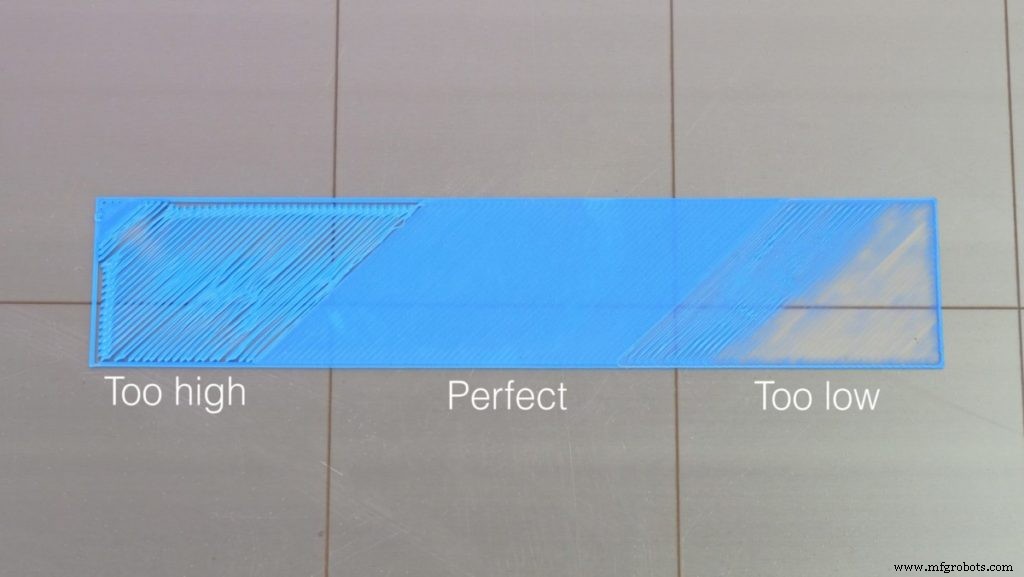
Um zu überprüfen, ob es richtig kalibriert ist, machen Sie einen schnellen Druck, indem Sie Kreise oder Quadrate an verschiedenen Punkten auf dem Bett platzieren, wie z. B.:
Ender 3 Level Test – Thingiverse
Lesen Sie den folgenden Artikel, in dem diese Schritte ausführlicher erklärt werden, wobei Papier und Blätter mit speziellen Stärken verwendet werden.
Slicer-Einstellungen
Die Slicing-Software besteht aus der Aufteilung des zu druckenden 3D-Modells in Scheiben oder Schichten unter Verwendung der vom Benutzer festgelegten Einstellungsparameter. Auf diese Weise erstellen sie eine Datei mit Befehlen (gcode), die der Drucker ausliest. Diese zeigt die Bewegungen an, die jede Achse ausführen muss, sowie Temperaturen, Geschwindigkeiten usw.
Hier sind einige Einstellungen, die dieses Problem beim Überspringen von Ebenen beheben können.
Durchflussrate anpassen
Da nicht alle Filamente genau den gleichen Durchmesser oder das gleiche Material haben, ist es notwendig, die Strömungsparameter anzupassen. Standardmäßig ist der Fluss in Slicern auf 100 % eingestellt, aber im Allgemeinen liegt die Flussrate zwischen 90 % und 110 %.
Vorgehensweise
Für die Kalibrierung sind ein Lineal oder ein Messschieber und eine Markierung erforderlich.
- Hoten Sie das Hotend auf Betriebstemperatur vor
- Messen Sie mit dem Lineal 4,33 Zoll auf dem Filament ab der Einführung des Druckkopfs und machen Sie eine Markierung mit dem Marker
- Aus dem Display extrudieren Sie langsam insgesamt 3,93 Zoll
- Messen Sie erneut mit dem Lineal und notieren Sie den Abstand zwischen dem Anfang des Kopfes und der Markierung. Wenn das Maß ist:
- a) Gleich 0,39 Zoll:Der Durchfluss ist richtig kalibriert!
- b) Weniger als 0,39 Zoll:Der Durchfluss ist größer als er sein sollte. Dies wird als Überextrusion bezeichnet
- c) Größer als 0,39 Zoll:Der Durchfluss ist geringer als er sein sollte. Dies wird Subextrusion genannt
Wenn die Messung nicht 0,39 Zoll beträgt, kann sie leicht durch Summen korrigiert werden. Es ist notwendig, den Wert der Schritte des Extrudermotors zu kennen; im Allgemeinen wird es vom Display („Control>Movement>Extruder“) abgerufen.
Neuer Durchfluss [%] =(Anzahl der Schritte [Schritte/Zoll] x 3,93 Zoll) / (4,33 Zoll – Messung)
Dies ist der neue Wert, der im Slicer festgelegt wird.
Eine andere Möglichkeit, die Durchflussrate zu kalibrieren, besteht darin, ein Teststück zu drucken und bestimmte Winkel mit einem Messschieber zu messen, wie in der folgenden Anleitung gezeigt:Die beste Durchflussraten-Kalibrierungsmethode! von petrzmax – Thingiverse
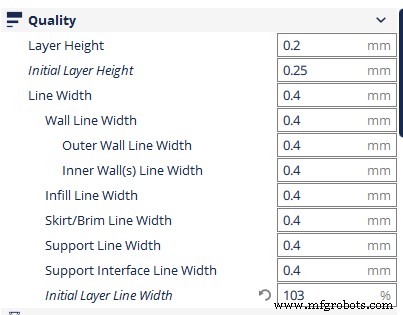
Auflösung anpassen (Linienstärke)
Die maximale Schichthöhe wird durch den Düsendurchmesser begrenzt. In der Regel wird er um 20 % kleiner als der Düsendurchmesser angenommen. Bei einer 0,015-Zoll-Düse beträgt die maximale Schichthöhe beispielsweise 0,012 Zoll. Auf diese Weise wird eine gute Haftung zwischen den Schichten ohne Zwischenraum gewährleistet.
Bei einigen Druckern gibt es sogenannte „magische Zahlen“, die Schichthöhen sind, bei denen dieser bestimmte Drucker am besten funktioniert. Eigentlich sind diese Zahlen nicht so magisch, aber sie werden durch die Steigung der Gewindestangen bestimmt, die sich auf der Z-Achse befinden.
Für Ender-Drucker beträgt der empfohlene Abstand zwischen den Schichten 0,0015 Zoll. Zum Beispiel:0,0031, 0,0047, 0,0062, 0,0078, 0,0094 Zoll.
Vorgehensweise
Um diesen Parameter einzustellen, muss der Parameter „Ebenenhöhe“ angepasst werden.
Andere nicht so häufige Gründe
Verzogenes Bett
Unter Ender-Benutzern wurden einige Fälle von verzogenen Betten gemeldet. Egal wie sehr Benutzer es manuell kalibrieren, sie werden immer Teile des Betts finden, an denen das Filament nicht richtig am Bett haftet.
So beheben Sie das Problem
In diesen Fällen ist es am besten, einen automatischen Nivellierungssensor zu installieren und die Kalibrierungspunkte in der Firmware festzulegen.
Im folgenden Video erfahren Sie Schritt für Schritt, wie Sie diese Einstellung vornehmen.
Filament abgerissen oder von Extruderzahnradzähnen gebissen
Wenn die Düse verstopft ist, fließt das Material nicht richtig. Das Getriebe des Extrudermotors reduziert seine Traktion. Wenn das Material nicht richtig geschoben werden kann, frisst das Zahnrad daher das Filament und dieses verliert an Traktion.
In anderen Fällen ist der Druck, der durch das Getriebesystem auf das Filament ausgeübt wird, sehr stark und verformt es.
So beheben Sie das Problem
Um den ersten Fall zu lösen, müssen Verstopfungen in der Düse wie oben beschrieben gereinigt werden.
Im zweiten Fall reicht es nur, die Spannung der Zahnräder zu lösen, was normalerweise an einer Schraube und einer Feder liegt. Der Druck muss ausreichen, um das Filament zu ziehen, ohne es zu verformen. Eine einfache Möglichkeit, festzustellen, ob es richtig festgezogen ist, besteht darin, Material zu extrudieren und das Filament manuell herauszuziehen. Wenn das Zahnrad springt, bedeutet dies, dass es noch etwas fester angezogen werden muss.
3d Drucken
- Anleitung:3D-Drucker-Tippänderung auf Ihrem Stratasys
- So verbinden Sie einen Ender 3 mit WLAN:Vollständige Anleitung!
- Ender 3 Bed Nivellierungsprobleme; Wie man sie repariert!
- Wie lange hält 1 kg 3D-Druckerfilament?
- Undichte 3D-Druckerdüse:So beheben Sie das Problem!
- Dual Extrusion Infill Overlap &Oozing; So beheben Sie das Problem!
- Überextrusion (Curling) an Ecken:So beheben Sie es einfach!
- 3D-Drucker führt kein Filament zu:So lösen Sie es!
- Schrittmotor des 3D-Druckers funktioniert nicht:Lass es uns reparieren!
- Verhindern und Beheben des Anhaftens von 3D-Filament an der Düse