


Electronic Enclosure Design 101 – Sheet Metal Design Guide

Viele Protocase-Benutzer sind Spezialisten auf ihrem technischen Gebiet oder Wissenschaft, haben aber nicht unbedingt eine spezielle Ausbildung in Metallverarbeitung oder Design. Das Erstellen optimaler Gehäusedesigns, die Ihre Anforderungen und Absichten widerspiegeln, kann in den besten Zeiten eine Herausforderung sein, geschweige denn, wenn es sich um Neuland handelt. Aus diesem Grund haben wir in den letzten zehn Jahren Ressourcenmaterial erstellt, um unser Wissen über Bleche und Gehäuse zu teilen, einschließlich dieses Blechdesign-Leitfadens. Ich hoffe, dass dies als Anleitung dient, um Ihnen den Einstieg zu erleichtern und auf lange Sicht Zeit und unnötige Neugestaltungen zu sparen.
Dieser Blog stellt fünf zentrale Designkonzepte vor:Metallauswahl, Metallbiegen, Einpressbefestiger, Schweißen und Veredelung. Wenn Sie dies nützlich finden, sollten Sie sich auch unser anderes Material auf der Protocase-Ressourcenseite hier ansehen.
Wenn Sie Fragen haben, kommentieren Sie bitte unten oder senden Sie eine E-Mail an [email protected] – wir werden unser Bestes tun, um Sie in die richtige Richtung zu lenken.
Metallauswahl
Als ersten Schritt beim Entwerfen eines Gehäuses müssen Sie die Art des zu verwendenden Metalls und seine Dicke auswählen. Protocase hat alle Metalle auf Lager, die im Allgemeinen zur Herstellung von Gehäusen verwendet werden, einschließlich Aluminium, Edelstahl, Kohlenstoffstahl (kaltgewalzter Stahl oder Galvanneal) und Kupfer. Nachfolgend finden Sie eine Beschreibung der Unterscheidungsmerkmale der einzelnen, die Ihnen helfen, eine fundierte Wahl zu treffen.
- Aluminium ist ein leichtes, korrosionsbeständiges Metall, das sich hervorragend für Gehäuse und Blechteile eignet. Aluminium kann pulverbeschichtet oder unbehandelt als blankes Metall oder mit körniger Oberfläche belassen werden. Wenn ein elektrischer Kontakt erforderlich ist, muss er chemisch befilmt (chromatbeschichtet) werden. Aluminium kann auch eloxiert werden, wodurch es mit einer harten, dauerhaften Oxidschutzschicht versehen wird.
Aluminium hat eine geringere Steifigkeit als Stahl und unter Umständen; Möglicherweise ist eine dickere Dicke erforderlich, um die gleiche Festigkeit wie Stahl zu haben und Ihre Designanforderungen zu erfüllen. (Kontaktieren Sie uns wenn Sie dabei Hilfe benötigen).
Wir führen zwei Legierungen:
- Aluminium 5052 ist ideal für Gehäuse und Teile aus Blech, da es ohne Rissbildung in engen Radien gebogen sowie leicht geschweißt und bearbeitet werden kann.
- 6061 Aluminium lässt sich leicht bearbeiten, ist aber anfälliger für Risse, wenn es zu engen Radien gebogen wird.
- Kaltgewalzter Stahl wird auch für universelle Gehäuse und Blechteile verwendet, etwa so oft wie Aluminium. Es bietet eine gute Kombination aus Kosten und Steifigkeit und hat eine langfristige Haltbarkeit in Innenanwendungen, wenn es mit einer Pulverbeschichtung versehen ist. Kaltgewalzter Stahl ist nicht von Natur aus korrosionsbeständig; Wenn Ihre Anwendung dies erfordert, sind Aluminium, Edelstahl oder Galvanneal die besten Optionen.
- Edelstahl hat eine hohe Festigkeit und Steifigkeit wie kaltgewalzter Stahl, ist aber aufgrund seines Chroms und Nickels sehr korrosionsbeständig. Edelstahl kann als blankes Metall pulverbeschichtet oder unlackiert bleiben, oder mit einer genarbten Oberfläche, die den begehrten gebürsteten Look ergibt.
- Galvanneal ist ein kohlenstoffarmer Stahl, der mit Zink beschichtet und anschließend geglüht wird, damit sich das Zink durch Diffusion in das Substrat einfügt und so ein Abplatzen verhindert. Die Beschichtung macht es in nassen Umgebungen viel haltbarer als kaltgewalzter Stahl, aber nicht so haltbar wie Edelstahl oder Aluminium.
- Kupfer ist ein weiches, flexibles und duktiles Metall mit sehr hoher thermischer und elektrischer Leitfähigkeit. Es wird am häufigsten für Stromschienen verwendet, aber von Zeit zu Zeit werde ich eine Anfrage für ein Gehäuse haben. Beim Umgang mit diesem Metalltyp muss das Anziehen von Befestigungselementen in Gewindelöchern aufgrund seiner Weichheit mit Vorsicht erfolgen, daher sollten nach Möglichkeit selbstklemmende Befestigungselemente verwendet werden. Protocase hat die Kupferlegierung C110 1/8 hart auf Lager, die neben einer außergewöhnlichen Formbarkeit eine sehr hohe Leitfähigkeit aufweist und ideal für elektrische und elektronische Anwendungen geeignet ist.
Denken Sie daran, dass wir Ihr Gehäuse, Ihre Teile oder Komponenten in 2-3 Tagen bauen können, wenn Sie sich dafür entscheiden, mit vorrätigen Materialien zu arbeiten. Wir können jedoch jederzeit andere Metalle bestellen, wenn Ihr Design einen anderen Typ erfordert – es würde nur ein paar zusätzliche Tage zusätzlich zu unserer 2-3-tägigen Bearbeitungszeit dauern.
Blechstärken
Um Ihnen einen Eindruck von der Blechstärke zu vermitteln, sehen Sie sich bitte die nachstehende Tabelle für unsere Lagermaterialien an. Die gezeigten Lehren basieren auf der Lehrendicke des amerikanischen CRS-Stahlblechherstellers. (Beachten Sie, dass, obwohl für Aluminium Messgeräte angegeben sind, diese normalerweise nicht für Aluminium verwendet werden; die tatsächliche Dicke des Aluminiums ist international anerkannter).
Eine der größten Herausforderungen für einen Konstrukteur, der sich mit Blech nicht vollständig auskennt, ist die zu verwendende Dicke, da sie auf dem Papier alle gleich erscheinen, es sei denn, Sie verfügen über den Vorteil der Erfahrung . Wenn Sie nach einem Ausgangspunkt suchen, sehen Sie sich unseren Online-Vorlagengenerator oder Protocase Designer (unsere kostenlose 3D-Gehäusedesign-Software) an. Diese Werkzeuge helfen Ihnen, ein Gehäuse zu erstellen, das entweder genau Ihren Anforderungen entspricht oder sehr ähnlichen Abmessungen entspricht.
Informationen zu Kupfer finden Sie unter Lagerbestandsmessgeräte für CR-Kupfer.
| Messgerät # | Kohlenstoffstahl | Galvanneal | Edelstahl | 5052 Aluminium | Aluminium 6061 |
| nicht zutreffend | nicht zutreffend | nicht zutreffend | nicht zutreffend | nicht zutreffend | 0,500″ |
| nicht zutreffend | nicht zutreffend | nicht zutreffend | nicht zutreffend | nicht zutreffend | 0,375″ |
| nicht zutreffend | nicht zutreffend | nicht zutreffend | nicht zutreffend | 0,250″ | 0,250″ |
| nicht zutreffend | nicht zutreffend | nicht zutreffend | nicht zutreffend | 0,188″ | nicht zutreffend |
| 8 | nicht zutreffend | nicht zutreffend | nicht zutreffend | 0,1285″ | nicht zutreffend |
| 11 | 0,120″ | nicht zutreffend | 0,125″ | 0,091” | 0,1285” |
| 12 | 0,120″ | nicht zutreffend | nicht zutreffend | 0,081” | nicht zutreffend |
| 13 | 0,090″ | nicht zutreffend | nicht zutreffend | nicht zutreffend | nicht zutreffend |
| 14 | 0,075″ | 0,078″ | 0,078″ | 0,064” | nicht zutreffend |
| 16 | 0,060″ | 0,063″ | 0,063″ | 0,051” | nicht zutreffend |
| 18 | 0,048″ | nicht zutreffend | 0,050″ | 0,040” | nicht zutreffend |
| 20 | 0,036″ | 0,040″ | 0,037″ | 0,032” | nicht zutreffend |
| 22 | 0,030″ | 0,034″ | 0,031″ | nicht zutreffend | nicht zutreffend |
| 24 | 0,024″ | 0,028″ | 0,025″ | nicht zutreffend | nicht zutreffend |
| 26 | nicht zutreffend | nicht zutreffend | 0,019″ | nicht zutreffend | nicht zutreffend |
Benutzerdefinierte Ausschnitte
Bei Protocase wird Ihr Gehäuse nach Maß für Sie angefertigt, was bedeutet, dass Sie nahezu jeden gewünschten Ausschnitt angeben können. Dazu gehören typischerweise funktionale Ausschnitte für Anschlüsse, Displays, Schalter usw. Wir sehen jedoch oft kreative Ausschnittdesigns, einschließlich Firmenlogos, Marken oder Produktnamen, und Kreativität rund um Lüftungsausschnitte, wodurch Form und Funktion kombiniert werden.
Hinweis: Schauen Sie sich unsere Cutout-Bibliothek an, die Sie hier auf unserer Website und in Protocase Designer finden.




Biegen von Metall und Biegeradius
Blechgehäuse und -teile werden mit einer Abkantpresse gebogen oder einen Ordner . Das Metall kann normalerweise nicht zu einer echten 90-Grad-Kante geformt werden, sondern die Ecken haben einen Radius, wie Sie im Diagramm unten sehen können.
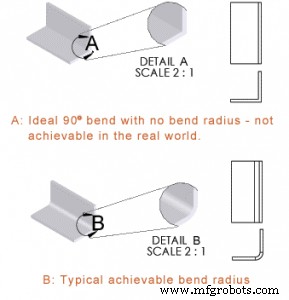
Unterschiedliche Krümmungsgrade können durch die Verwendung unterschiedlicher Werkzeug- und Biegeparameter erreicht werden. Als Konstrukteur steuern Sie dies, indem Sie einen Biegeradius – angeben Dies ist der Radius der Innenfläche der Biegung (der Außenradius ist nur der Innenradius plus die Metalldicke).
Es gibt zwei Schlüsselfaktoren für Biegeradien:
- Funktionale Überlegungen: Sie haben keine ebene Fläche für Befestigungselemente, Komponenten oder Ausschnitte, bis Sie den Biegeradius verlassen haben.
- Ästhetik: Zum Beispiel haben Designs im Retro-Stil oft große Radien für ein kurvigeres Gefühl.
Berücksichtigen Sie beim Entwerfen Ihre ästhetischen und funktionalen Absichten, damit Sie die richtigen Biegeradien für Ihre Anforderungen auswählen.
Idealerweise sollten Sie nur mit tatsächlich baubaren Radien konstruieren; Sie können sich hier unsere Biegeradiusfähigkeitstabelle ansehen und unsere Ausrüstungs- und Werkzeugbeschränkungen an Ihr Design anpassen. Aber wenn Sie sich nicht entscheiden können, empfehlen wir Ihnen, etwas Vernünftiges auszuwählen (z. B. 0,040 Zoll) und wir werden es vor der Herstellung für Sie anpassen.
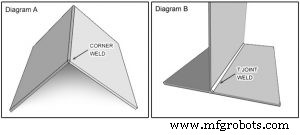
Besondere Beachtung muss dem Schnittpunkt zweier Biegelinien (d. h. der Ecke) eines Gehäuses geschenkt werden. Insbesondere muss das zusätzliche Material entfernt werden, um zu verhindern, dass Biegungen einander stören; Dies wird als Eckenfreistellung (Eckentrimmung in CAD) bezeichnet. Wenn Sie nicht die richtigen Eckaussparungen einschließen, fügen wir sie für Sie hinzu. Wenn Sie Protocase Designer verwenden, erledigen die Vorlagen dies automatisch für Sie.
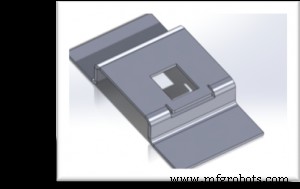
Im Allgemeinen sollten Ausschnitte einen Mindestabstand von den Biegeradien einhalten, da ein Ausschnitt, der zu nahe an einem Biegeradius liegt, Gefahr läuft, dass sich der Ausschnitt dehnt oder aufweitet. Ich werde oft von Kunden gefragt, wie weit ein Ausschnitt von einer Biegung entfernt sein sollte. Dieser Wert wird durch den Materialtyp, die Dicke und die Werkzeuge bestimmt, die zum Biegen oder zum Biegeradius verwendet werden. Beziehen Sie sich für diesen Wert auf unsere Materialbiegeradien und die minimale Biegegrößentabelle. Unabhängig davon, welchen minimalen Biegewert Sie für Ihr Design wählen, müssen Sie sicherstellen, dass Ihre Ausschnitte mindestens den gleichen Wert wie die Biegung haben. Wenn Sie beispielsweise 14-Gauge-Edelstahl (A240 TP304 2B) verwenden und sich für eine Mindestbiegung von 0,275 Zoll entscheiden, dürfen Ihre Ausschnitte nicht näher als 0,275 Zoll an einer Biegung liegen. Indem Sie den minimalen Biegemaßwert für Ihre minimale Nähe des Ausschnitts zu einer Biegung verwenden, stellen Sie sicher, dass Sie keine Probleme haben. Ich werde oft von Kunden gefragt, wie weit ein Ausschnitt von einer Biegung entfernt sein sollte. Die einfache Faustregel lautet, sicherzustellen, dass der Ausschnitt den Abstand hat, der dem minimalen Biegeradius von der Biegung entfernt ist. So stellen Sie sicher, dass es keine Probleme gibt.
Wenn Sie einen Ausschnitt in der Nähe einer Biegung platzieren müssen, empfehle ich Ihnen, sich mit uns in Verbindung zu setzen, da wir zusammenarbeiten können, um Ihre Designanforderungen zu erfüllen. Sie haben auch die Möglichkeit, die Biegung in diesem Bereich auszuklinken, wodurch Ihr Ausschnitt in perfekter Form bleibt (siehe unten).
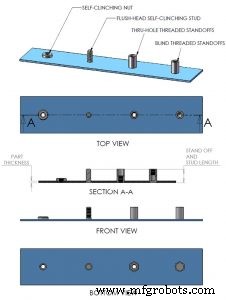
Einpressverschlüsse
Einpressbefestiger sind Gewindemuttern, Stehbolzen, Abstandshalter und andere Stile, die in Blech gepresst werden, um solide Befestigungspunkte bereitzustellen. Muttern können Schrauben aufnehmen (eine Anordnung, die viel robuster ist als Blech mit Gewinde), Abstandshalter können zur Montage von Leiterplatten eingesetzt werden und Stifte können zur Montage von Steckverbindern verwendet werden. Oft als Einpressbefestiger der Marke PEM ® bezeichnet (PEM steht für PennEngineering &Manufacturing Corp.), sind Einpressbefestiger äußerst nützlich und haben im Laufe der Jahre viele Probleme bei der Komponentenmontage gelöst.
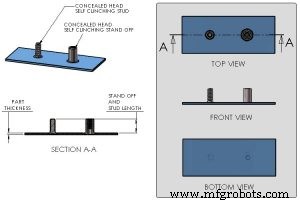
Im Folgenden finden Sie einige Beispiele für selbsteinpressende Befestigungselemente.
Schweißen
Schweißen kann verwendet werden, um bestimmte Probleme zu lösen, wie z. B. das Erstellen komplexer Teile (Zusammenschweißen von Teilen zu einem Teil), das Erstellen wasserdichter Verbindungen oder das Verstärken eines Gehäuses. Wir bieten Punktschweißen, Nahtschweißen und Heftschweißen an.
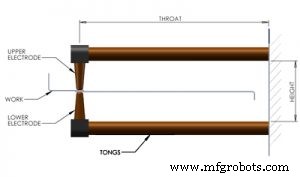
Punktschweißen – Dies ist eine schnelle, effiziente und kostengünstige Methode, um zwei Bleche an einer oder mehreren Stellen dauerhaft zu verbinden. Im Gegensatz zu Befestigungselementen mit Gewinde hinterlässt das Punktschweißen kaum Spuren der Verbindung. Aufgrund der Geometrie der Schweißausrüstung sind einige maßliche Einschränkungen zu berücksichtigen, wie in der folgenden Abbildung dargestellt. Punktschweißen ist mit all unseren vorrätigen kaltgewalzten Stählen, Edelstahl und Galvanneal kompatibel.
- Maximaler Hals:15″ (375mm)
- Maximale Höhe:5″ (125mm)
Nahtschweißen – Dies ist nützlich, um zwei oder mehr Blechteile fortlaufend zu verbinden, sodass sie nahtlos erscheinen. Wir verwenden das Cold Metal Transfer (CMT)-Schweißen, das auf den ersten Blick dem MIG-Schweißen mit Drahtvorschub ähnelt. Beim MIG-Schweißen wird das Füllmetall jedoch durch Sputtern bei sehr hoher Temperatur übertragen. Bei CMT wird der Draht ausreichend erhitzt, um die Spitze zu schmelzen, und die Übertragung erfolgt durch physischen Kontakt. Da CMT nur ein Zehntel der Wärme des MIG-Schweißens erzeugt, erzeugt es nur ein Zehntel der Wärme des MIG-Schweißens, wodurch ein Verziehen oder Rückschmelzen selbst bei dünnen Blechen verhindert wird. In den meisten Fällen wird überschüssiges Metall dann durch Schleifen entfernt. Die sich daraus ergebenden kontinuierlich verbundenen Nähte sind nützlich zum Schutz vor Witterungseinflüssen und zur Reduzierung von EMI-Leckagen sowie zur Erzielung eines nahtlosen Aussehens und Gefühls.
Heftschweißen – Genauso wie beim Nahtschweißen, aber in diskreten Segmenten.
Fertigstellung
Pulverbeschichtung ist eine Art trockenes thermoplastisches Pulver, das elektrostatisch aufgetragen und in einem Ofen mit Teilen verbunden wird. Die Pulverbeschichtung ist in einer Vielzahl von Farben, Glanzgraden und Texturen erhältlich und gilt weithin als Industriestandard für die Lackierung von Metall, da sie eine kostengünstige, qualitativ hochwertige und äußerst langlebige Oberfläche bietet. Ein weiterer Vorteil der Pulverbeschichtung sind die verschiedenen verfügbaren Texturen. Zum Beispiel zeichnen sich (raue) Sandtex-Oberflächen durch das Verbergen von Fingerabdrücken aus, was für elektronische Gehäuse optimal ist.
Bei der Pulverbeschichtung fügt die Farbe Ihrem Gehäuse eine zusätzliche Schicht hinzu. Zeichnungsmaße beziehen sich auf das darunter liegende Metall und nicht auf die Beschichtung! Ich empfehle, zusätzliche 0,003 Zoll – 0,005 Zoll pro Seite für Ihre Ausschnittabmessungen zuzuweisen (d. h. wenn Sie ein 1-Zoll-Teil zum Einfügen in eine Platte haben, machen Sie den Ausschnitt 1,006 Zoll bis 1,010 Zoll). Andernfalls sind die Ausschnitte möglicherweise nicht groß genug und Ihre Teile passen nicht.
Um eine Pulverbeschichtung anzugeben, wählen Sie einfach eine Pulverbeschichtung mit geeigneter Farbe und Textur für Ihre Anforderungen aus und fügen Sie dem von Ihnen eingereichten Design eine Notiz hinzu. Eine Liste der vorrätigen Pulverlacke finden Sie hier. Wir haben auch Zugriff auf eine große Auswahl an Pulverbeschichtungen, die nicht auf Lager sind, vorbehaltlich zusätzlicher Vorlaufzeit und Chargengebühr.
Hinweis: Wir maskieren Gewindebefestigungen auf Bestellung vor der Pulverbeschichtung automatisch, um Probleme zu vermeiden. Kunden können eine zusätzliche Maskierung anfordern; Dies wird hauptsächlich verwendet, wenn blankes Metall für elektrische Kontaktzwecke benötigt wird.
Digitaldruck und Siebdruck sind Veredelungstechniken, die Ihrem Design ein professionelles Erscheinungsbild verleihen. Mit beiden Drucktechniken können Sie Ihr Gehäuse, Teil oder Ihre Komponente eindeutig kennzeichnen, um Anschlüsse, Schalter, Ports und mehr zu identifizieren. Der Digitaldruck eignet sich auch hervorragend für Grafiken wie Firmenlogos oder Kunstwerke.
Sowohl Digitaldruck als auch Siebdruck können auf Flachbildschirme, Teile und montierte Gehäuse aufgebracht werden.
Während der Digitaldruck für viele Designer zur Standardwahl geworden ist, hat jedes Verfahren seine eigenen Stärken, die das eine oder andere für Ihre spezifische Anwendung besser geeignet machen können.
Chemische Konversionsbeschichtung wird oft als Chem-Film- oder Chromatbeschichtung bezeichnet. Wenn wir Chromat auf das Metallsubstrat auftragen, entsteht eine korrosionsbeständige und haltbare Oberfläche (ähnlich wie Edelstahl), die eine stabile elektrische Leitfähigkeit aufweist.
Eloxieren ist ein elektrochemischer Prozess, der verwendet wird, um die Oberfläche von Nichteisenmetallen, am häufigsten Aluminium, zu präparieren, um die Oberfläche härter und weniger korrosionsanfällig zu machen. Die eloxierte Oberfläche wird tatsächlich Teil des Aluminiums; Daher wird es sich niemals ablösen, absplittern oder abblättern und wird sich bei normalem Gebrauch niemals abnutzen. Wir bieten eine eloxierte Oberfläche über einen Drittanbieter an und erfordern daher zusätzliche Vorlaufzeit.
Verzinnung ist eine einfache Tauchtechnik, die reines Zinn auf Kupfer abscheidet. Bei Protocase wird in der Regel eine Verzinnung aufgebracht, um die Korrosionsbeständigkeit, elektrische Leitfähigkeit und Lötbarkeit zu verbessern. In der Regel beschichten wir kundenspezifisch gefertigte Kupferstromschienen von Protocase. Bei Bedarf beschichten wir jedoch auch vom Kunden bereitgestellte Teile.
Bare-Metal-Oberflächen werden in drei Grundtypen für Aluminium und Edelstahl angeboten:
- Keine Oberflächenbehandlung – Das Teil wird ohne zusätzliche Oberflächenbehandlung entgratet und kann kleine Kratzer oder Wirbelspuren aufweisen. Dies ist kostengünstig, aber nur nützlich für Funktionsteile, die nicht ausgestellt werden.
- Körnung – Das Teil wird entgratet und erhält dann durch Bürsten eine bestimmte lineare Faserrichtung.
- Getrommeltes Finish – Glättet und verleiht richtungsunabhängiges Finish durch Trommeln in abrasivem Medium (ähnliche Ästhetik wie Milchglas).
Wenn Sie weitere Informationen zu einer der aufgeführten Ausführungen suchen, besuchen Sie bitte unsere Website hier.
Toleranzen
Eine weitere Sache, die Sie beim Entwerfen Ihres Gehäuses berücksichtigen sollten, sind die Abweichungen in den Abmessungen, die ein unvermeidlicher Teil der Herstellung sind. Hauptquellen sind Positionsfehler und Schnittfugenvariationen während des Schneidens, Abweichungen aufgrund der Metallzusammensetzung und unvollkommene Modellierung der Dehnung, die während des Biegens auftritt. Ich erinnere Sie auch noch einmal daran, dass die Abmessungen für blankes Metall gelten – wenn Sie Pulverbeschichtung hinzufügen, erlauben Sie 0,003 Zoll bis 0,005 Zoll mehr. Siehe die Standardtoleranzen von Protocase hier.

Nächster Blogbeitrag
Wollen Sie weiter gehen als Enclosure Design 101? Lesen Sie meinen Blogbeitrag darüber, was zu tun ist, wenn Ausschnitte und Komponenten in der Nähe einer Biegung platziert werden müssen.
Protocase-Unterstützung
Protocase bietet Ingenieuren und Designprofis eine völlig neue Erfahrung, indem es kundenspezifische Elektronikgehäuse mit unübertroffener Geschwindigkeit, Einfachheit und Service bereitstellt.
Weitere Informationen zu unseren Materialien und Dienstleistungen finden Sie unter: www.protocase.com
Industrietechnik
- Design for Manufacturability-Richtlinien – Teil 1
- 5 Tipps für die Blechkonstruktion
- 8 schnelle Tipps, um bei der Blechbearbeitung Geld zu sparen
- Blechumformprozess
- Belüftungsmöglichkeiten für Ihr Blechgehäuse
- Anleitung zur Herstellung von Blechhalterungen
- Designtipps zum Biegen von Blech
- Ein Leitfaden für Blechlehren und -umwandlungen
- Möglichkeiten zum Schweißen von Stahlblechen
- Blechherstellung:101