


Bearbeitung einer Radnabe mit Fusion 360
Als CAM-Ingenieur habe ich in den letzten 5 Jahren Autodesk PowerMill für die meisten meiner Programmierungen verwendet. Ich habe jedoch kürzlich zu Fusion 360 gewechselt für die Programmierung meiner Komponenten und ich möchte meine Erfahrung teilen. In diesem Beitrag erhalten Sie einige Tipps zur Bearbeitung einer Radnabe mit Fusion 360 unter Nutzung der integrierten CAD- und CAM-Funktionen. Wenn Sie Bearbeitungsmaterial sehen möchten (wer sieht nicht gerne herumfliegenden Spänen zu?), können Sie diesen Link besuchen .
Einstellungen
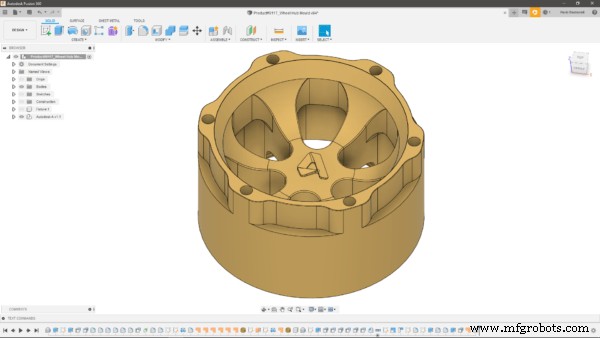
Eines der ersten Dinge, an die jeder CAM-Programmierer denken sollte, wenn er mit dem Programmieren beginnt, ist, welche Seite des Bauteils er zuerst bearbeiten wird. Diese Wahl hat auch wichtige Auswirkungen auf die Definition der Werkstückhalterung für nachfolgende Prozesse, wie Sie später in diesem Beitrag sehen werden. Am Ende habe ich mich entschieden, zuerst die Seite zu bearbeiten, die Sie auf der linken Seite des Bildes unten sehen können. Der Hauptgrund für diese Wahl war das Vorhandensein von zwei Dübellöchern auf dem Modell und vier Gewindebohrungen , alles sehr nützlich zum Positionieren und Halten von Teilen während nachfolgender Operationen. Mir wurde auch klar, dass ich das meiste Material während Einrichtung 1 wegfräsen konnte, sodass mir in der folgenden Phase nur wenige Werkzeugwege übrig blieben.

Werkhaltung
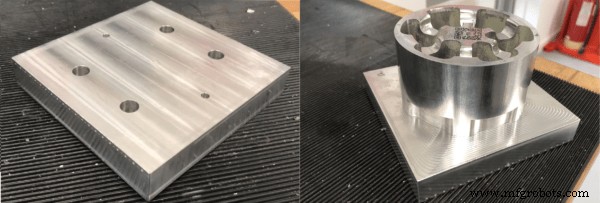
Während der ersten Einrichtung hielt ich das Billet mit einem Lang-Schraubstock. Dieses außergewöhnliche Werkzeug ermöglicht einen zuverlässigen und vibrationsfreien Halt, obwohl es nur 3 mm benötigt Material zum Spannen. Das bedeutete, dass ich den Knüppel nur leicht überdimensioniert bestellen konnte, eine deutliche Größenreduzierung im Vergleich zu dem größeren Lagerblock, den ich ursprünglich definiert hatte. Ein weiterer großer Vorteil der Verwendung eines Lang-Schraubstocks besteht darin, dass er beim Entfernen des Bauteils und beim erneuten Einsetzen in den Schraubstock eine Neuausrichtung des Teils innerhalb einer 5-Mikron-Toleranz ermöglicht . Dies macht den Prozess äußerst zuverlässig und wiederholbar, wenn Sie beispielsweise mehrere Knüppel bereinigen möchten, bevor Sie mit der Ausführung Ihrer Werkzeugwege auf einem davon beginnen.

Als ich an den Punkt kam, die Werkzeugwege in Setup 2 auszuführen, musste ich an eine Vorrichtung denken. In diesem Fall war es einfach, ein Design zu finden, da mir klar wurde, dass eine Platte mit sechs Löchern (zwei für die Dübellöcher und vier für die Gewindelöcher) die Aufgabe perfekt erfüllen würde. Die Gewindebohrungen wurden zum Anschrauben des Teils an die Vorrichtung verwendet, während die entsprechenden Löcher an der Vorrichtung für die Gewindebohrungen angesenkt wurden.
Werkzeuge
Angenommen, Sie haben das Material, das Sie bearbeiten möchten, bereits angegeben (in meinem Fall habe ich die Radnabe aus Aluminium 6082 bearbeitet), ist das erste, was Sie tun müssen, bevor Sie das richtige Werkzeug für die Arbeit bestellen, die Teilegeometrie zu analysieren , einschließlich der am fertigen Bauteil vorhandenen Radien. Beispielsweise würde die Verwendung eines 8-mm-Kugelkopfwerkzeugs zur Bearbeitung einer Oberfläche mit einem Radius von 3 mm unweigerlich dazu führen, dass zu viel Material auf dem Teil zurückbleibt, was wiederum dazu führen würde, dass zusätzliche Werkzeugwege erforderlich wären, um das Programm zu vervollständigen. P>
Für die Radnabe bestellte ich nach der Analyse der Geometrie einen 16-mm-Schaftfräser für das äußere Schruppen, damit ich es in einem einzigen Durchgang erledigen konnte, um die Bearbeitungszeit zu reduzieren. Als ich die Radien auf dem Teil analysierte, war der minimale (konkave) Radius, den ich fand, 5 mm, was bedeutet, dass jedes Werkzeug mit einem Durchmesser unter 8 mm die Arbeit gut erledigen würde und nach den Schlichtdurchgängen kein unerwünschtes Material auf dem Bauteil hinterlassen würde. Gleichzeitig stellte diese Werkzeugauswahl sicher, dass ich übermäßige Kräfte auf den Fräser aufgrund des zunehmenden Werkzeugeingriffswinkels vermeiden konnte, wodurch die Oberflächengüte und die Standzeit des Werkzeugs verbessert wurden.
Wie im ersten Absatz erwähnt, gelang es mir, das meiste Material während Setup 1 wegzufräsen. Dies bedeutete, dass ich während Setup 2 ziemlich aggressiv sein konnte, sowohl in Bezug auf Vorschübe und Geschwindigkeiten als auch in Bezug auf die Auswahl von Stepover und Stepdown. Um beispielsweise die Hauptkavität in Setup 2 zu bearbeiten, schaffte ich es, meinen 10-mm-Schaftfräser mit einer Spindeldrehzahl von 12000 U/min und einem Schnittvorschub von 5000 mm/min zu schieben. Zum Schruppen habe ich Adaptive Clearing verwendet , da es unserem Werkzeug ermöglicht, unter konstanten Schnittkräften zu stehen, indem ein konstanter Eingriffswinkel zwischen dem Werkzeug und dem Material aufrechterhalten wird. Dies führte zu einem viel sichereren und schnelleren Schruppprozess im Vergleich zu herkömmlichen Schruppwerkzeugwegen.
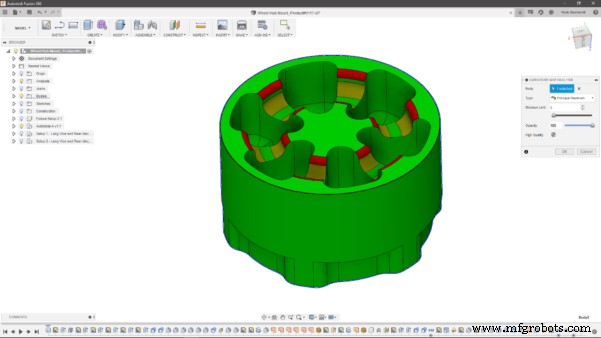
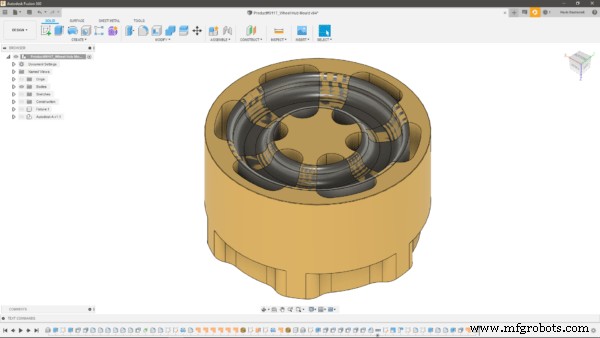
Eine Sache, die viele Programmierer gerne übersehen, ist, wie viel Zeit sie damit verbringen, zwischen ihrer CAD- und ihrer CAM-Software zu wechseln, wenn sie ihrerseits Modelländerungen vornehmen müssen. Fusion 360 ist in diesem Fall eine große Hilfe, da es einen einfachen, nahtlosen Arbeitsablauf zwischen der Modellierungs- und der Fertigungsumgebung ermöglicht. In meinem Fall musste ich mehrere Freiformflächen erstellen, um mein Werkzeug zu „täuschen“, damit es während meiner Schlicht-Werkzeugwege auf dem Bauteil bleibt, wie Sie im Beispielbild unten sehen können.
Dies in Fusion 360 zu tun, dauerte nur ein paar Minuten einfacher und schmerzloser Arbeit, während es auf traditionellere Weise erforderlich gewesen wäre, zurück zu einem CAD-Paket zu wechseln, die Änderungen vorzunehmen und die Komponente zurück in das CAM-Paket zu exportieren (in der Hoffnung, dass die Änderungen würden den Rest des Programms nicht ungültig machen!). Ein integriertes CAD/CAM-Tool ist auch eine große Hilfe beim Entwerfen der Vorrichtung für Ihr Teil, da alles in derselben Umgebung erledigt werden kann und alle nachfolgenden Änderungen können durchgeführt werden, ohne dass die Software auf halbem Wege gewechselt werden muss.
Ich hoffe, Sie haben inzwischen mehr über die Bearbeitung einer Radnabe mit Fusion 360 erfahren. Das Teil wurde ohne die Verwendung der erweiterten Werkzeuge programmiert, die in der Manufacturing Extension verfügbar sind (weitere Informationen zu diesem Thema finden Sie hier). Wenn Sie sich darauf freuen, Fusion 360 auszuprobieren (wer wäre das nicht?!), können Sie unter diesem Link eine kostenlose Testversion herunterladen.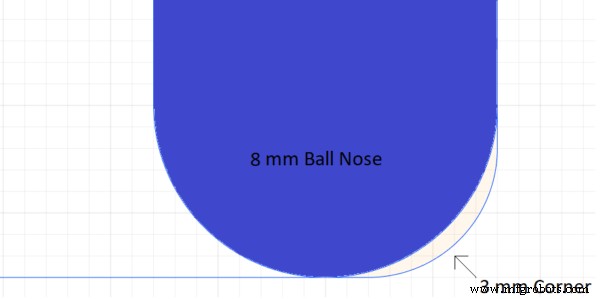
Vorschübe und Geschwindigkeiten
Nahtloser integrierter CAD/CAM-Workflow
Industrietechnik
- So verwalten und speichern Sie Projektdaten mit Fusion 360
- Wie bearbeitet man Glas mit fast jedem CNC-Fräser?
- Sichere Datenverwaltung mit der Fusion 360-Verwaltungserweiterung
- Wie unterstützt Fusion 360 Concurrent Engineering?
- Gaudio verwandelt In-Ear-Kopfhörerdesign mit Fusion 360
- 5-Achsen-Bearbeitung mit Fusion 360
- So verwenden Sie eine generativ gestaltete Vorrichtung zur maschinellen Bearbeitung mit Fusion 360
- So bearbeiten Sie ein Lenkrad mit Fusion 360
- So verbessern Sie den Schleifbetrieb Ihrer Maschinenwerkstatt
- Wie bearbeitet man Schmuck mit CNC-Bearbeitung?