


Unterschiedlicher Blechbiegeprozess
Blechbearbeitungen sind vielseitige Verfahren der Metallumformung Branchen. Bleche werden aufgrund ihrer vielfältigen Vorteile in der verarbeitenden Industrie weit verbreitet eingesetzt. Alle Autokarosserien, Metalltüren, Lüfterflügel, Metallpulte usw. sind Blechprodukte. Es gibt verschiedene Prozesse, um Bleche in das gewünschte Produkt umzuwandeln. Diese Prozesse können in drei Arten eingeteilt werden.
Blechbiegen:
Das Biegen ist ein am häufigsten vorkommender Vorgang der Blechumformung. Viele Produkte wie Automobilkomponenten und deren Karosserie, Haushaltsgeräte, Büroklammern, Metalltüren usw. werden durch Biegeverfahren geformt. Bevor Sie über den Biegeprozess und seine Arten diskutieren, sollten Sie sich zunächst mit den grundlegenden Terminologien vertraut machen, die beim Biegen verwendet werden. Es wird Ihnen helfen, das Verständnis des Prozesses und seiner verschiedenen Parameter zu klären. Diese sind unten angegeben.
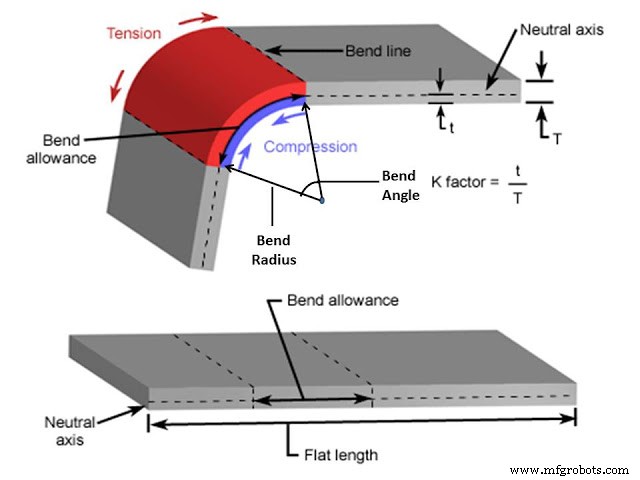
Biegeterminologie:
 |
| Bildquelle |
Neutralachse: Es handelt sich um eine gedachte Achse, die beim Biegen keiner Beanspruchung ausgesetzt ist.
Biegeprozess:
Biegen ist ein Vorgang, bei dem das Metall so verformt wird, dass Länge und Dicke vor dem Biegen und nach dem Biegen gleich bleiben. Es ändert nur die Form des Werkstücks. Eigentlich ist es ein idealer Zustand, aber praktisch ändern sich Länge und Dicke bis zu einem gewissen Grad im Biegebereich. Jedes Metall neigt dazu, sich zu verbiegen, wenn es einem Moment oder Paar ausgesetzt wird. Bleche haben eine hohe Biegefähigkeit, was sie vielseitig für verschiedene Form- und Umformprozesse macht.
Anderer Blechbiegeprozess:
Dies sind die häufigsten Biegeverfahren.
Umformen der Abkantpresse:
Dieser Prozess verwendet eine mechanische oder hydraulische Abkantpresse, um ein Blech zu biegen. Diese Maschine verwendet lange Matrizen, um Bleche in verschiedene Formen umzuwandeln. Es ist die einfachste Art des Biegens und kann leicht automatisiert werden.
Walzenbiegen:
Bei diesem Verfahren wird ein Satz aus drei Walzen verwendet, um ein Blech zu biegen, indem der Abstand zwischen den Walzen angepasst wird. Dieser Prozess kann verwendet werden, um verschiedene Krümmungen zu bilden.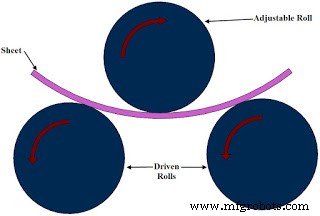
Maschinenbiegen mit vier Schlitten:
Dieser Prozess verwendet drei bewegliche und einen stationären Schlitten, um ein Werkstück zu biegen, wie in der Abbildung gezeigt. Dies wird verwendet, um kleine Werkstücke zu biegen.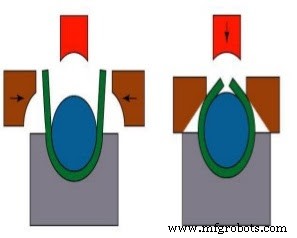
Perlen:
Es ist ein Prozess, bei dem der Umfang des Blechs in den Hohlraum einer Matrize gebogen wird. Es erhöht das Trägheitsmoment des Profils und die Steifigkeit. Es eliminiert auch freiliegende scharfe Kanten.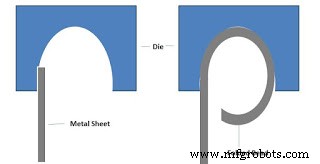
Bördeln:
Es ist ein Prozess, bei dem die Kanten des Blechs senkrecht zur Länge gebogen werden. Es kann je nach Form wie gerader Flansch, Streckflansch, gekröpfter Flansch, Schrumpfflansch usw. weiter unterteilt werden, wie in der Abbildung gezeigt.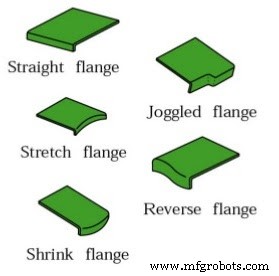
Dimple:
Es ist ein Prozess, bei dem zuerst ein Loch in das Blech gebohrt und dann mit einem Stanzwerkzeugsystem zu einem Flansch erweitert wird.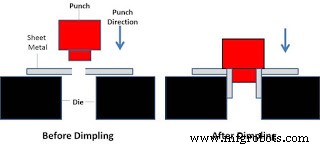
Säumen:
Es ist ein Vorgang, bei dem die Kante des Bogens über sich selbst gefaltet wird. Dieser Prozess erhöht die Steifigkeit des Teils und eliminiert scharfe Kanten.
Walzen:
Es ist ein kontinuierlicher Biegeprozess, der für lange Werkstücke verwendet wird. Dieser Prozess verwendet eine Reihe von Rollen unterschiedlicher Formen entsprechend dem Biegeprozess. Das Blech lässt sich durch diese Walzen passieren und das Teil wird kontinuierlich geschert und gestapelt.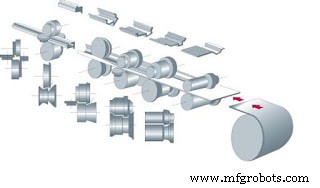
Dies sind die gängigsten Blechbiegeverfahren. Wenn Sie Fragen zu diesem Artikel haben, stellen Sie diese per Kommentar. Wenn Ihnen dieser Artikel gefällt, vergessen Sie nicht, ihn mit Ihren Freunden zu teilen. Abonnieren Sie unsere Website für weitere informative Artikel. Danke fürs Lesen.
Herstellungsprozess
- zum Biegen von Blech mit einer Abkantpresse
- Blechumformprozess
- Blechbiegen
- Referenztabelle für minimalen Biegeradius für Blech
- Designtipps zum Biegen von Blech
- Wirtschaftlichkeit des Blechstanzens
- Was ist Blechstanzen?
- Was ist die Blechbiegemaschine?
- Erfahren Sie mehr über die Blechumformung
- Ein Überblick über Dünnblech