


Bearbeitungsinspektionswerkzeug-Messschieber
Qualität ist der Schlüssel zum Erfolg eines Unternehmens. Jede zerspanende Industrie legt großen Wert auf Produktqualität. Daher ist das Inspektionswerkzeug für das Produkt besonders wichtig, deshalb stelle ich Ihnen heute den Messschieber vor, das grundlegende Inspektionswerkzeug in der zerspanenden Industrie.
In diesem Artikel stellen wir die Definition, Lesemethode, Aufbewahrungsmethode und Vorsichtsmaßnahmen für Messschieber vor. Hoffe es wird dir helfen.
Messschieber-Definition
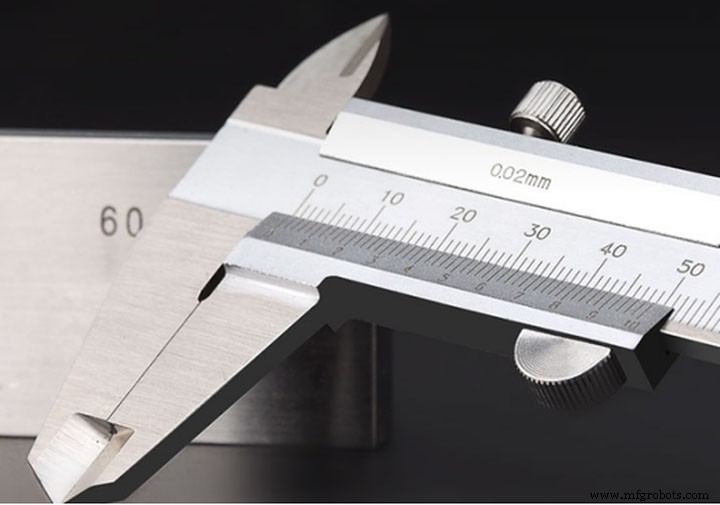
Vernier Caliper (VERNIER CALIPER) ist eine Ausrüstung, die verwendet wird, um bearbeitete Teile in der Grobbearbeitung und Halbfertigbearbeitung der Bearbeitung zu prüfen und zu bestätigen und die Abmessungen von bearbeiteten Teilen mit großen Toleranzen zu messen. Es ist ein Messwerkzeug zum Messen von Länge, Innendurchmesser und Außendurchmesser sowie Tiefe. Der Messschieber umfasst ein Hauptlineal und einen Schiebemessschieber, der mit dem Hauptlineal verbunden ist. Das Hauptlineal ist normalerweise in Millimetern. Der Nonius hat 10, 20 oder 50 Teilungen. Nach verschiedenen Unterteilungen können Messschieber in 10-Dimensions-Messschieber, 20-Unterteilungs-Messschieber, 50-Unterteilungs-Messschieber usw. unterteilt werden. Der Nonius beträgt 9 mm für 10 Unterteilungen, 19 mm für 20 Unterteilungen und 49 mm für 50 Unterteilungen. Am Hauptlineal und am Nonius des Messschiebers befinden sich zwei bewegliche Messbacken, nämlich die innere Messbacke und die äußere Messbacke. Die innere Messbacke wird normalerweise verwendet, um den Innendurchmesser zu messen, und die äußere Messbacke wird normalerweise verwendet, um die Länge und den Außendurchmesser zu messen. Die Mindestmesswerte sind Es gibt zwei Typen:0,05 mm und 0,02 mm.
Wie man den Messschieber liest
Bei der Größenmessung mit einem Messschieber erfolgt das Ablesen des Wertes an zwei Skalen, dem Hauptlineal und dem Nebenlineal (Messschieber).
・Die Skala der Standard-Subskala (Nonius-Skala) ist die Skala, die man erhält, indem man die n-1-Skala der Hauptskala in n gleiche Teile teilt.
・Das Standard-Hilfslineal (Nonius-Lineal) hat zwei Arten:1/20 und 1/50.
So lesen Sie die Skala, wie unten gezeigt
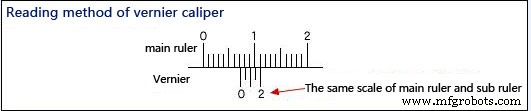
- Lesen Sie den Skalenwert der Hauptskala ab, der durch die Unterskala „Null“ angezeigt wird.
→Zu diesem Zeitpunkt sollte der gemessene Wert (7+α)mm betragen, da er zwischen 7 mm und 8 mm liegt.
- Suchen Sie den Teil, an dem das Hauptlineal und das Unterlineal denselben Maßstab haben.
→Zum jetzigen Zeitpunkt stimmt laut Bild die 4. Skalenlinie der Unterskala mit der Hauptskala überein.
- Wenn die Sekundärskala des Messschiebers 1/20 beträgt, multiplizieren Sie dieselbe Anzahl von Skalen auf der Sekundärskala mit 0,05, da 1 Skala =0,05 mm, um den α-Wert zu berechnen.
→ Zu diesem Zeitpunkt ist α =0,05 × 4 =0,20 mm
- Demnach ist 7 mm + 0,20 mm =7,20 mm der feste Wert der Größenmessung.
Vorsichtsmaßnahmen während der Messung
・Überprüfen Sie vor der Messung, ob der Fußpunkt des Messschiebers gleich ist? Klären Sie die Genauigkeit des Nullwerts.
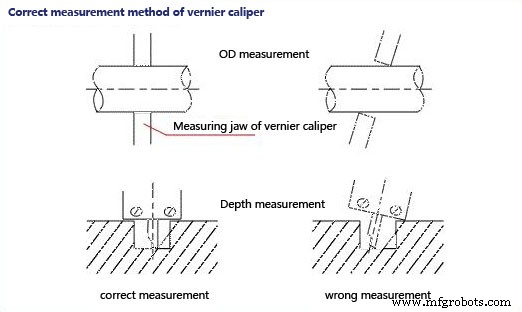
・Der Teil, der das zu messende Objekt hält (die inneren und äußeren Backenteile des Messschiebers), sollte so nah wie möglich am Hauptlineal sein.
・Die Messfläche des Messteils (Innen- und Außenbacken, Tiefenbegrenzer) des Messschiebers sollte korrekten Kontakt mit dem zu messenden Objekt haben.
・Die Messkraft darf nicht zu stark/zu schwach sein, und für die Messung sollte so weit wie möglich eine konstante Kraft verwendet werden.
・Der Skalenwert sollte im rechten Winkel abgelesen werden.
・Wischen Sie nach Gebrauch den Schmutz ab und bewahren Sie es an einem Ort auf, an dem Feuchtigkeits- und Temperaturschwankungen gering sind, um Verformungen zu vermeiden.
Speicher M Methode
Wischen Sie den Messschieber nach Gebrauch mit Baumwollgarn sauber. Wenn es längere Zeit nicht benutzt wird, wischen Sie es mit Butter oder Motoröl ab. Die beiden Messbacken sollten geschlossen und die Befestigungsschrauben angezogen werden, und dann in die Messschieberbox gesteckt und abgedeckt werden.
Vorsichtsmaßnahmen:
- Der Messschieber ist ein genaueres Messwerkzeug. Es sollte mit Vorsicht behandelt werden und sollte nicht angestoßen oder auf den Boden fallen gelassen werden. Verwenden Sie es nicht, um raue Gegenstände während des Gebrauchs zu messen, um die Messklaue nicht zu beschädigen und zu vermeiden, dass sie mit dem Schneidwerkzeug platziert wird. Um die Oberfläche des Messschiebers nicht zu zerkratzen, sollte er bei Nichtgebrauch an einem trockenen und neutralen Ort aufbewahrt werden, fern von sauren und alkalischen Substanzen, um Korrosion zu vermeiden.
- Wischen Sie den Messschieber vor dem Messen sauber und prüfen Sie, ob die beiden Messflächen und die Messkante des Messschiebers gerade und intakt sind. Wenn die beiden Messbacken fest anliegen, sollte kein Spalt vorhanden sein und die Nullstellung von Nonius und Hauptlineal sollten miteinander fluchten. Dieser Vorgang wird als Kalibrierung der Nullposition des Messschiebers bezeichnet.
- Wenn Sie den Linealrahmen bewegen, sollte die Bewegung frei und nicht zu locker oder zu fest sein, geschweige denn wackeln. Beim Befestigen des Linealrahmens mit der Befestigungsschraube darf sich die Ablesung des Messschiebers nicht ändern. Vergessen Sie beim Bewegen des Linealrahmens nicht, die Befestigungsschraube zu lösen, und sie sollte nicht zu locker sein, damit sie nicht herunterfällt.
- Beim Messen von Teilen mit Messschiebern ist übermäßiger Druck nicht zulässig. Der Druck sollte so groß sein, dass die beiden Messbacken gerade die Oberfläche des Teils berühren. Bei zu großem Messdruck verbiegen oder verschleißen nicht nur die Messbacken, sondern die Messbacken stehen auch unter Druck. Elastische Verformung erzeugen und die gemessene Größe ungenau machen (die äußere Größe ist kleiner als die tatsächliche Größe und die innere Größe ist größer als die tatsächliche Größe).
- Halten Sie den Messschieber beim Ablesen waagerecht in Richtung des hellen Lichts, sodass die Blickrichtung der Person möglichst senkrecht zur gravierten Fläche des Messschiebers steht, um Ablesefehler zu vermeiden.
- Um die richtigen Messergebnisse zu erhalten, können Sie mehrmals messen, d. h. in verschiedenen Richtungen am selben Abschnitt des Teils messen. Bei längeren Teilen sollten Sie an verschiedenen Stellen der vollen Länge messen, um genauere Messergebnisse zu erhalten.
Herstellungsprozess
- Was ist VMC-Bearbeitung?
- Wichtige Aspekte zur Qualitätsprüfung der CNC-Bearbeitung
- Die Grundlagen der Qualitätskontrolle und Inspektion in der CNC-Bearbeitung
- Anwendungen für Bearbeitungszentren. Modelle &Anwendungen?
- Was ist vertikale Bearbeitung?
- Was ist 5-Achsen-CNC-Bearbeitung?
- Messschieber verstehen
- Schweißprüfung verstehen
- Verstehen von nicht-traditionellen Bearbeitungsprozessen
- Prototyp entwickeln