


3 Methoden der Gewindebearbeitung auf CNC-Bearbeitungszentren
3 Mio. Methoden O f T lesen M Schmerzen O n CNC M Schmerzen C eingeben
Jeder hat ein tiefes Verständnis für die Vorteile, die der Einsatz eines CNC-Bearbeitungszentrums zur Bearbeitung von Werkstücken mit sich bringt. Heute werde ich mit Ihnen die Thread-Verarbeitungsmethoden teilen. Es gibt 3 Methoden für die Gewindebearbeitung durch CNC-Bearbeitungszentren:Gewindefräsen, Gewindeschneiden und Picking-Bearbeitung.
1. Faden M krank Methode
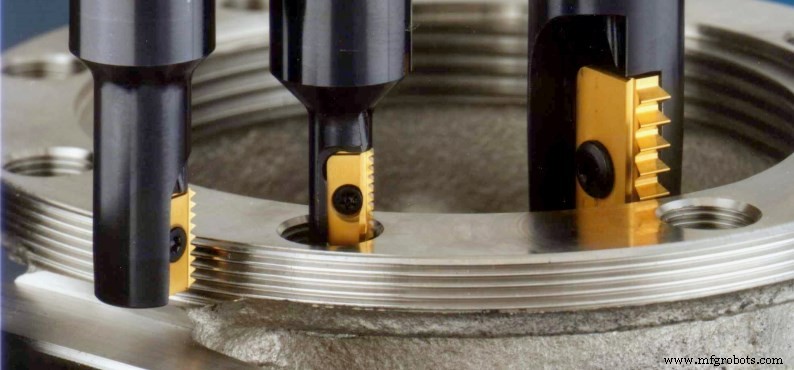
Gewindefräsen ist der Einsatz von Gewindefräswerkzeugen zur Bearbeitung von Großlochgewinden, sowie die Bearbeitung von Gewindebohrungen schwer zerspanbarer Werkstoffe. Es hat die folgenden Eigenschaften:
- Das Werkzeug besteht im Allgemeinen aus Hartlegierungsmaterial, das eine hohe Geschwindigkeit, eine hohe Präzision des Fräsgewindes und eine hohe Verarbeitungseffizienz aufweist.
- Bei gleicher Steigung, egal ob Linksgewinde oder Rechtsgewinde, kann ein Werkzeug verwendet werden, was die Werkzeugkosten reduziert.
- Das Gewindefräsverfahren eignet sich besonders für die Gewindebearbeitung von Edelstahl, Kupfer und anderen schwer zu bearbeitenden Materialien. Es ist einfach, Späne zu entfernen und abzukühlen, und kann die Qualität und Sicherheit der Verarbeitung gewährleisten.
- Es gibt keine vordere Werkzeugführung, es ist bequemer, Sacklöcher mit kurzen Gewindegrundlöchern oder Löcher ohne Hinterschnitte zu bearbeiten.
Gewindefräswerkzeuge werden in zwei Typen unterteilt:maschinengespannte Hartmetall-Blattfräser und integrale Hartmetall-Fräser. Maschinell gespannte Werkzeuge können Löcher mit einer Gewindetiefe bearbeiten, die kleiner als die Länge der Klinge ist, und können auch Löcher mit einer Gewindetiefe bearbeiten, die größer als die Länge der Klinge ist. Loch, und der integrierte Hartmetallfräser wird verwendet, um das Loch zu bearbeiten, dessen Gewindetiefe kleiner als die Werkzeuglänge ist.
Hinweis für CNC-Programmierung Gewindefräsen:um keine Schäden am Werkzeug oder Bearbeitungsfehler zu verursachen.
- Benutzen Sie nach der Bearbeitung des unteren Gewindelochs einen Bohrer, um ein Loch mit kleinem Durchmesser zu bearbeiten, und verwenden Sie einen Bohrer, um ein größeres Loch zu bearbeiten, um die Genauigkeit des unteren Gewindelochs sicherzustellen.
- Das Werkzeug verwendet im Allgemeinen einen 1/2-Kreisbogenpfad zum Ein- und Ausschneiden, um die Gewindeform sicherzustellen, und der Werkzeugradiuskompensationswert sollte zu diesem Zeitpunkt eingebracht werden.
2. Tippen Sie auf Bearbeitung M Methode
Geeignet für Gewindebohrungen mit kleinen Durchmessern oder geringen Anforderungen an die Genauigkeit der Lochposition. Im Allgemeinen liegt der Durchmesser des Gewindelochbohrers nahe der Obergrenze der Durchmessertoleranz des Gewindelochs, was die Bearbeitungszugabe des Gewindebohrers verringern und die Belastung des Gewindebohrers verringern kann. Verbessern Sie die Lebensdauer des Wasserhahns.
Jeder sollte entsprechend dem zu verarbeitenden Material den passenden Gewindebohrer auswählen. Im Vergleich zum Fräser und Bohrer reagiert der Gewindebohrer sehr empfindlich auf das bearbeitete Material. Gewindebohrer werden in Durchgangslochgewindebohrer und Sacklochgewindebohrer unterteilt. Das führende Ende des Durchgangslochgewindebohrers ist lang, was die vordere Spanabfuhr ist. Bei der Bearbeitung des Sackloches kann die Bearbeitungstiefe des Gewindes nicht garantiert werden. Achten Sie auf den Unterschied zwischen den beiden. Beachten Sie bei der Verwendung eines flexiblen Gewindeschneidfutters, dass der Durchmesser des Gewindebohrerschafts und die Breite des Vierkants dem des Gewindeschneidfutters entsprechen sollten. Der Schaftdurchmesser des Gewindebohrers für starres Gewindeschneiden sollte gleich dem Durchmesser der Spannzange sein.
Die Programmierung der Tap-Verarbeitungsmethode ist relativ einfach, alle sind im festen Modus, fügen Sie einfach einen Parameterwert hinzu, es sollte beachtet werden, dass das Format des Unterprogramms für verschiedene CNC-Systeme unterschiedlich ist und die repräsentative Bedeutung des Parameterwerts unterschiedlich ist.
3. Wählen Sie Bearbeitung M Methode
Das Picking-Verfahren eignet sich für die Bearbeitung von großen Gewindebohrungen an Kastenteilen oder wenn kein Gewindebohrer und Gewindefräser vorhanden ist, wird dieses Verfahren verwendet, um ein Gewindedrehwerkzeug auf der Bohrstange zu installieren, um Gewindebohrungen durchzuführen. Es gibt mehrere Vorsichtsmaßnahmen für die Implementierung der Pick-and-Button-Verarbeitungsmethode:
- Es muss eine Verzögerungszeit für den Start der Spindel geben, damit die Spindel die Nenndrehzahl erreicht.
- Das Schärfen von Handschleif-Gewindewerkzeugen kann nicht symmetrisch sein, und ein umgekehrter Rückzug kann nicht verwendet werden. Die Spindel sollte verwendet werden, um den Fräser so auszurichten, dass er sich radial bewegt und dann zurückzieht.
- Der Werkzeughalter muss genau sein und mit der Position des Werkzeugschlitzes übereinstimmen, da sonst nicht mehrere Werkzeughalter für die Bearbeitung verwendet werden können, was zu einem zufälligen Einrasten führt.
- Achten Sie beim Zupfen der Schnalle darauf, sie nicht mit einem Messer zuzupfen, auch nicht mit einer sehr dünnen Schnalle, da dies sonst zu Zahnverlust und schlechter Oberflächenrauhigkeit führt, daher sollten Sie sie zum Zupfen in mehrere Messer aufteilen.
- Das Schnallenverarbeitungsverfahren ist nur für Einzelstücke, Kleinserien, Sondergewinde und keine entsprechenden Werkzeuge geeignet, und die Verarbeitungseffizienz ist gering.
Die Schnallenbearbeitungsmethode des CNC-Bearbeitungszentrums ist nur eine vorübergehende Notfallmethode. Es wird empfohlen, das Gewindebearbeitungsverfahren zur Bearbeitung des Werkzeugs zu verwenden, um die Effizienz und Qualität der Gewindebearbeitung effektiv zu verbessern, die Bearbeitungskosten zu senken und die Effizienz des Bearbeitungszentrums zu verbessern.
Herstellungsprozess
- Was ist ein vertikales Bearbeitungszentrum
- Was sind die gängigen Arten der Gewindebearbeitung in der CNC?
- 5 Konfiguration und Anforderungen von Hochgeschwindigkeits-CNC-Bearbeitungszentren
- CNC-Bearbeitung:3-Achsen VS 4-Achsen VS 5-Achsen
- Lösungen für häufige Probleme bei der Bearbeitung von CNC-Bearbeitungszentren
- Gängige Gewindebearbeitungsverfahren für CNC-Bearbeitungszentren
- Häufige Probleme und Verbesserungsmethoden bei der CNC-Bearbeitung
- 3 Kompensationsmethoden, die üblicherweise in der CNC-Bearbeitung verwendet werden
- Das CNC-Doppelständer-Bearbeitungszentrum ist ein Biest!
- CNC-Bearbeitungszentrum-Technologie