


CNC-Programmierung für die Serienfertigung
Heute werden wir eine Frage beantworten, die uns häufig gestellt wird – wie programmiere ich für die Stapelbearbeitung?
Was ist Stapelbearbeitung?
„Ich muss identische Teile in einer Vorrichtung herstellen. Soll ich die erste Position als Programmnullpunkt nehmen oder muss ich den Nullpunkt für jedes Teil finden und im Positionsspeicher speichern?“
VIDEO UNTEN: Stapelbearbeitung von Aluminiumteilen unter Verwendung eines Vakuumspannfutters zum Halten von Blechmaterial.
Das Konzept der Stapelbearbeitung auf einer CNC-Maschine ist sehr einfach – das gleiche Teil wird mehrmals in einem Zyklus bearbeitet, um die Effizienz Ihrer Maschine zu steigern. Wenn es jedoch an der Zeit ist, diesen Plan auszuführen, kann es etwas kompliziert werden. Die meisten CAM-Softwarepakete können Werkzeugwege über eine Reihe von Teilen duplizieren, haben jedoch den großen Nachteil, dass sie sehr große Dateien veröffentlichen, was zu längeren Einrichtungs- und Ladezeiten führt. Sie können auch ein Makro programmieren, um einen Werkzeugweg erneut auszuführen, nachdem Sie einen inkrementellen Betrag verschoben und den Nullpunkt zurückgesetzt haben. Dies erfordert jedoch noch mehr Zeit hinter der Tastatur, um die Programmstruktur zu entwerfen und Sie bei der Herstellung von Chips zu verlangsamen. Dasselbe gilt für ein Programm, das mehrere Nullpunktverschiebungen im Speicher gespeichert hat.
Stapelbearbeitung mit Mehrfachausführungsfunktion
Glücklicherweise haben die Ingenieure von DATRON erkannt, dass dies ein großer Schmerz für Maschinisten ist, und haben ihn mit dem neuesten Software-Update auf die nächste Steuerung (v2.10) mit einer Funktion namens Multiple Execution gelindert.
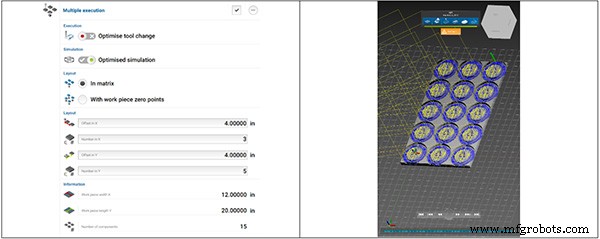
Die Mehrfachausführung funktioniert auf zwei Arten:Bearbeitung mehrerer Teile in einer Matrix (oder einem Gittermuster) oder mit Werkstück-Nullpunkten (individuelle Werkstückversätze).

Von hier aus können Sie die Mehrfachausführung aktivieren und für den Layoutmodus „In Matrix“ wählen. Definieren Sie an dieser Stelle einfach den Abstand zwischen Ihren Teilen in X und Y und die Anzahl der Teile, die in jeder Richtung erstellt werden sollen. Aus dieser Eingabe werden automatisch Informationen über die Größe des Werkstücks und die Gesamtzahl der zu fräsenden Teile generiert. Klicken Sie an dieser Stelle auf OK und fahren Sie mit der Simulation fort, um den korrekten Abstand zu überprüfen.
Stapelbearbeitung unter Verwendung von Werkstück-Nullpunkten
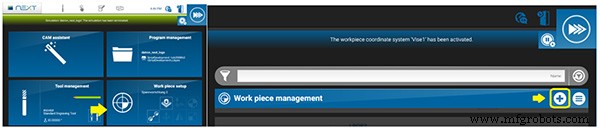
Die andere Methode zum Ausführen mehrerer Teile ist die Auswahl von Mit Werkstück-Nullpunkten. Dies ist die beste Wahl, wenn Teile in mehreren Schraubstöcken oder anderen Befestigungsmitteln gehalten werden, wo sie nicht dasselbe Lagerteil teilen. Auch die Einrichtung ist ein Kinderspiel. Laden Sie zuerst das Programm, das Sie ausführen möchten, prüfen Sie das Material an der ersten Stelle und stellen Sie den Nullpunkt ein. Jetzt müssen Sie dies im Speicher speichern:Gehen Sie unter Work Piece Setup zur Work Piece Management und fügen Sie dem Speicher eine neue Position hinzu:
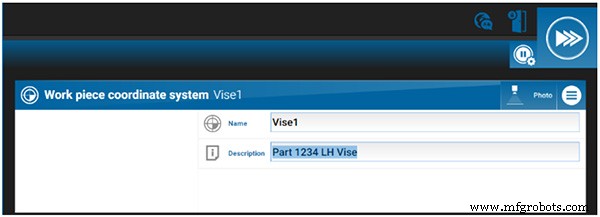
Geben Sie dann einige Informationen über die neue Position ein, die Sie hinzufügen möchten, und klicken Sie unten auf Speichern:
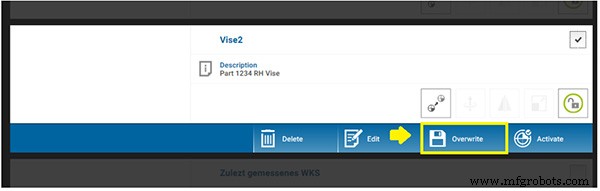
Um Ihren aktuellen Nullpunkt zu speichern, kehren Sie als Nächstes zum Menü Werkstückverwaltung zurück, wählen Sie die gerade erstellte Position aus und wählen Sie Überschreiben.
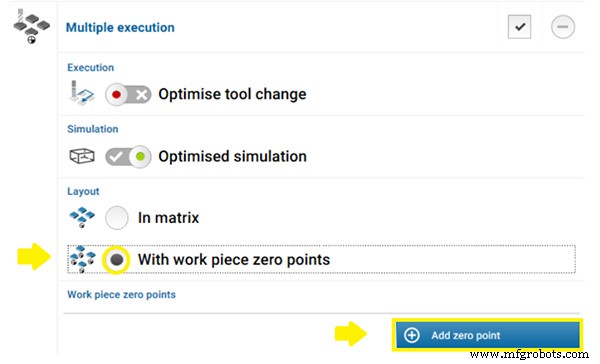
Führen Sie diese Aufgabe für jedes Werkstück aus, das Sie fräsen möchten. Sobald dies erledigt ist, kehren Sie zum Menü Ausführungsoptionen zurück. Wählen Sie hier unter Layout die Option Mit Werkstück-Nullpunkten und klicken Sie dann auf Nullpunkte hinzufügen.
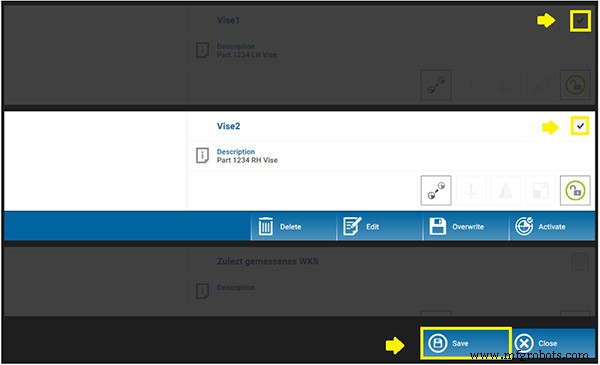
Wählen Sie dann alle vorherigen Positionen aus und klicken Sie auf Speichern.
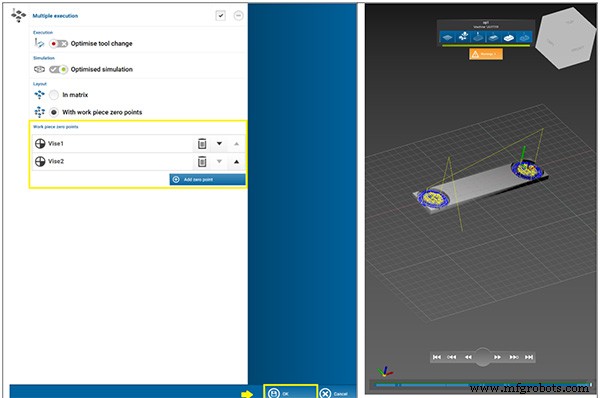
Jetzt sind Ihre Positionen ausgewählt, Sie können sie neu anordnen oder weitere Positionen hinzufügen. Klicken Sie andernfalls auf OK. Simulieren Sie dann, um den Vorgang zu überprüfen.
Sie können den Prozess sogar noch weiter optimieren, indem Sie im Menü „Ausführungsoptionen“ die Option „Werkzeugwechsel optimieren“ wählen. Dadurch wird das Werkzeug in der Spindel für alle Teile verwendet, bevor zum nächsten gewechselt wird, wodurch der Zeitaufwand für den Werkzeugwechsel reduziert wird.
Und das war es auch schon – jetzt können Sie Teile einfacher als je zuvor im Batch-Verfahren fräsen, ohne den ganzen Aufwand am Frontend.
CNC-Maschine
- Kühlmittel für die CNC-Bearbeitung
- CNC-Programmierrichtlinien für einen effizienten CNC-Prozess
- Leitfaden zur Materialauswahl für die CNC-Bearbeitung
- Arten von Oberflächenveredelungen für die CNC-Bearbeitung
- Vorbereitung einer technischen Zeichnung für die CNC-Bearbeitung
- So konstruieren Sie Teile für die CNC-Bearbeitung
- Wie wird die CNC-Bearbeitung für Musikinstrumente verwendet?
- Auswahl der richtigen Oberflächenrauheit für die CNC-Bearbeitung
- Präzisions-CNC-Bearbeitung für die Telekommunikationsindustrie
- CNC-Programmierung für CNC-Maschinisten