


Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
G90 Modaler Drehzyklus
Der G90-Drehzyklus wird in diesem CNC-Tutorial G90-Drehzyklus kurz erklärt.
Ein Beispiel für Geraddrehen mit G90 Modal Turning Cycle finden Sie unter G90 Turning Cycle Fanuc – CNC Program Example Code.
Der G90-Drehzyklus wird für einfaches Drehen verwendet, es sind jedoch mehrere Durchgänge möglich, indem die X-Achsenposition zusätzlicher Durchgänge angegeben wird.
Was ist Modal
„Modaler“ G-Code bedeutet, dass sie in Kraft bleiben, bis sie aufgehoben oder durch einen widersprüchlichen G-Code ersetzt werden. Ebenso ist G90 ein modaler G-Code, der aktiv bleibt, bis ein anderer Bewegungsbefehl wie G00, G01 usw. gegeben wird. Wie im CNC-Programmbeispiel unten wird der G90-G-Code mit dem G30-G-Code aufgehoben.
Verwendung des G90-Drehzyklus
- Gerade abbiegen.
- Langweiliger Betrieb.
- Kegelschneiden.
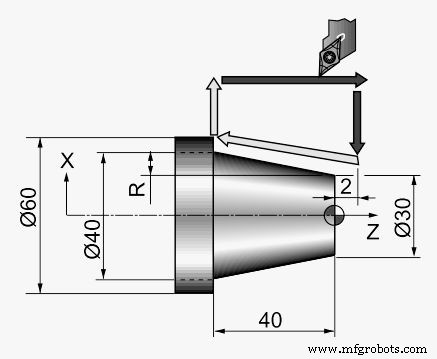
Dieses CNC-Programm zeigt die Verwendung des G90-Kegeldrehens.
Kegeldrehen mit Drehzyklus G90
CNC-Programmbeispiel
Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
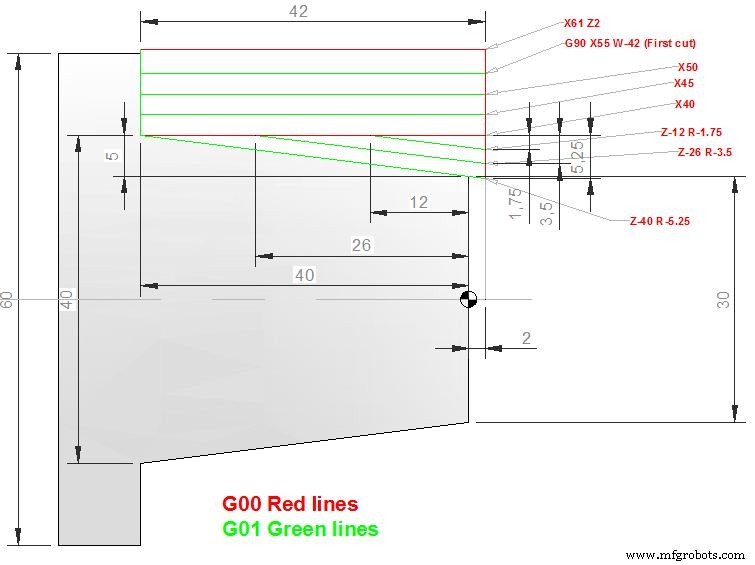
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X61.0 Z2.0 T0101 M8 G90 X55.0 W–42.0 F0.25 X50.0 X45.0 X40.0 Z-12.0 R-1.75 Z-26.0 R-3.5 Z-40 R-5.25 G30 U0 W0 M30
Wie Sie im obigen CNC-Programmbeispiel sehen können, müssen Sie den Kegelwert selbst berechnen.
Werkzeugpfad-Erklärung
Die folgende Abbildung zeigt, wie sich das Werkzeug bewegt, wenn das obige Programm ausgeführt wird
Wenn möglich, können Sie den Drehzyklus G71 verwenden, der uns jede Berechnung abnimmt.
Ein weiterer Punkt ist, dass der G90-Drehzyklus nur gerade und konische Schnitte ausführen kann. Sie können mit dem G90-Drehzyklus keine Bögen (Kreisinterpolation) schneiden.
Stattdessen schneidet G71 auch gerade, konische und bogenförmige Schnitte.
Alternative zum Drehzyklus G90
- CNC Fanuc G71 Drehzyklus oder Festzyklus zur Materialentfernung
- G71 Schruppdrehzyklus Einzeiliges Format
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Fanuc G70 G71 Programmbeispiel für Schrupp- und Schlichtdrehzyklen
CNC-Maschine
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Fanuc-G-Codeliste
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- G90-Drehzyklus
- Kegelgewindeschneiden mit G32 ein CNC-Programmierbeispiel
- CNC-Programmierbeispiel G92 Kegelgewindeschneidzyklus
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode