


G90 Drehzyklus GSK 980 TDc Programmbeispiel
GSK 980 TDc CNC-Drehmaschinenprogrammbeispiel, das die Verwendung des G90-Drehzyklus veranschaulicht,
In diesem CNC-Programmbeispiel wird der G90-Drehzyklus zweimal verwendet,
der erste G90-Zyklus wird für die gerade Abstimmung verwendet
dann der G90-Zyklus wird zum Kegeldrehen verwendet.
G90 Drehzyklus GSK 980 TDc CNC-Beispiel
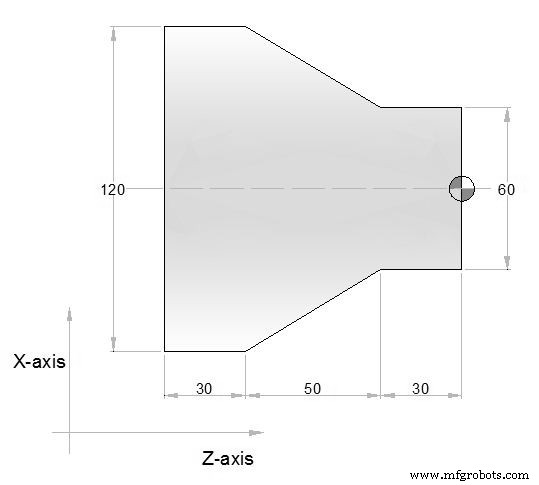
O0002; M3 S300 G0 X130 Z3; G90 X120 Z-110 F200; X110 Z-30; X100; X90; X80; X70; X60; G0 X120 Z-30; G90 X120 Z-44 R-7.5 F150; Z-56 R-15; Z-68 R-22.5; Z-80 R-30; M30;
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- G90-Drehzyklus
- Haas G71-Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm