


Starres Gewindeschneiden auf Sinumerik 840D/810D mit G331 G332
CNC Starres Gewindeschneiden
Die meisten CNC-Werkzeugmaschinen bieten jetzt als Standardfunktion die Fähigkeit zum starren Gewindebohren. Beim starren Gewindebohren werden die Spindeldrehung und der Vorschub der Maschine synchronisiert, um einer bestimmten Gewindesteigung zu entsprechen, da der starr montierte Gewindebohrer schnell in ein Loch hinein- und aus ihm herausgetrieben wird.

Starres Gewinde
Starres Gewindeschneiden auf Sinumerik 840D/810D mit G331/G332
Auf Sinumerik 840D / Sinumerik 810D erfolgt starres Gewindebohren mit G331/G332 G-Codes.
G331 Gewindebohren
G332 Gewindebohren mit Rückzug. Die Spindel ändert die Drehrichtung automatisch.
Programmierung
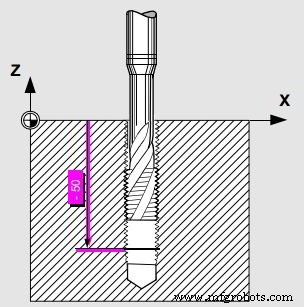
N50 G331 Z-50 K2 S500 N60 G332 Z5 K2
Starres Gewindebohren auf Sinumerik 840D 810D mit G331 G332
G331 Klopfen
X, Y, Z :Gewindeendpunkt
I, J, K :Gewindesteigung. Plusleitung (z. B. K4) Rechtsgewinde, Minusleitung (z. B. K-4) Linksgewinde.
G332 Gewindebohren mit Rückzug.
Die Spindel wechselt automatisch die Drehrichtung
X, Y, Z :Endpunkt des Gewindeeinzugs.
I, J, K :Gewindesteigung. Plusleitung (z. B. K4) Rechtsgewinde, Minusleitung (z. B. K-4) Linksgewinde.
Für diese Funktion muss die Spindel mit einem Impulsgeber ausgestattet sein.
CNC-Maschine
- Gewindefräsen vs. Gewindeschneiden
- Tipps zur Benennung von Sinumerik 840D-Systemvariablen
- SINUMERIK 840D-Programmierung WHILE-Schleifenverwendung
- Sinumerik 840D-Systemvariable $AA_IM für die aktuelle Position der Achse
- Sinumerik 840D CNC-Programmierung
- Sinumerik 840D-Systemvariable $P_SEARCH für Blocksuchabfrage
- Sinumerik 840D Tool Data Systemvariable $TC_DP
- Kostenloser Download von SINUMERIK 808D auf PC
- Tieflochbohren mit Spanbrechen oder Tiefbohren auf Haas CNC
- Siemens Sinumerik 808D Handbücher