


Sinumerik CYCLE95 mit Kontur im aufrufenden Programmbeispiel
Einreichen durch:BEATA
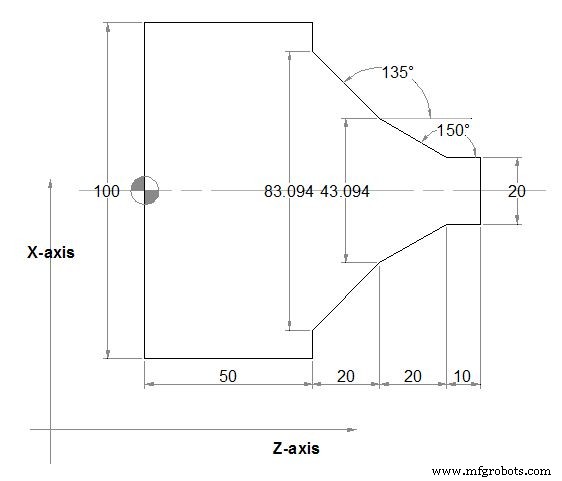
Zeichnung/Bild
CNC-Programm
;Siemens Sinumerik CYCLE95 first parameter NPP
;can be given as a sepatate routine or
;can be defined inside calling program with Labels
;stock removal contour is defined in the calling program
N110 G18 G90 G96 F0.8
N120 S500 M3
N130 T1 D1
N140 G0 X140
N150 Z160
N160 CYCLE95("START:END",2.5,0.8,0.8,0,0.8,0.75,0.6,1, , , )
N170 G0 X140 Z160
N175 M02
START:
N180 G1 X20 Z100 F0.6
N190 Z90
N200 Z70 ANG=150
N210 Z50 ANG=135
N220 Z50 X100
END:
N230 M02 CNC-Maschine
- calloc()-Funktion in der C-Bibliothek mit Programm BEISPIEL
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Programmbeispiel L930 Kreistasche fräsen Sinumerik 840C
- Programmbeispiel für Fase und Radius mit G01
- Wiederholen Sie das Bohren mit dem Bohrzyklus G81 und dem Beispielprogramm G91
- Haas M98-Unterprogrammaufruf mit einfachem Beispielcode
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel
- Sinumerik L93 Einstechzyklus-Programmbeispiel
- Beispielprogramm Sinumerik CYCLE81 Bohrzyklus – CNC-Drehen
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode