


Sinumerik 840D CYCLE81 Bohrzentrierzyklusprogrammierung
Für CNC-Maschinisten, die an Siemens Sinumerik 840D (und verwandten) CNC-Steuerungen arbeiten, finden Sie hier einen kurzen Artikel über Sinumerik 840D CYCLE81 Bohrzyklus (Zentrierzyklus).
Hier ist ein CNC-Programmierbeispiel Sinumerik 840D Bohrzyklus CYCLE81 CNC-Programmierbeispielcode
Ohne Zweifel sind Bohrzyklen einer der am häufigsten verwendeten Zyklen in CNC-Maschinenwerkstätten.
Für CNC-Maschinisten, die mit Fanuc- und Haas-CNC-Steuerungen arbeiten, gibt es einen äquivalenten G81-Bohrzyklus, lesen Sie G81-Bohrzyklus – CNC-Fräsprogrammierung.
Sinumerik CYCLE81 Format Bohrzentrierzyklus
Sinumerik 840D CYCLE81
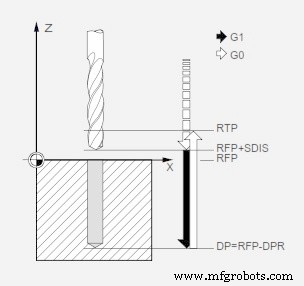
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – Rückzugsebene oder Rückzugsebene (absolut)
RFP – Referenzebene (absolut)
SDIS – Sicherheitsabstand (Eingabe ohne Vorzeichen)
DP – Endbohrtiefe (absolut)
DPR – Endbohrtiefe relativ zur Bezugsebene (ohne Vorzeichen eingeben)
Beim CYCLE81 bohrt das Werkzeug mit programmierter Spindeldrehzahl und Vorschub auf die vorgegebene
Endbohrtiefe.
Wie die obige Abbildung zeigt
1:Der Bohrer erreicht schnell den Startpunkt (RFP + SDIS).
2:Mit der gegebenen Vorschubgeschwindigkeit erreicht er die endgültige Bohrtiefe oder Bohrtiefe (DP).
3:Nach Abschluss der Tiefe zieht sich das Werkzeug schnell auf die Rückkehrebene (RTP) zurück
Bohrtiefenberechnung (DP oder DPR) für CYCLE81
Hier ist ein entscheidender Punkt:Die endgültige Bohrtiefe kann auf zwei Arten angegeben werden
Absolute Tiefe (DP) oder Relativ zur Tiefe der Referenzebene (DPR).
Wenn Sie die absolute Endbohrtiefe (DP) verwenden, dann ist dies der absolute Wert vom Werkstück-Nullpunkt.
Wenn Sie jedoch relativ zur Referenzebenentiefe (DPR) verwenden, wird die endgültige Bohrtiefe wie folgt berechnet
DPR =Abstand von der Referenzebene (RFP) zur Endtiefe.
CNC-Maschine
- SINUMERIK 840D-Programmierung WHILE-Schleifenverwendung
- Siemens Sinumerik 840D Gewindeschneidzyklus CYCLE97
- Sinumerik 840D CNC-Programmierung
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- Beispiel für einen G83-Peck-Bohrzyklus
- Sinumerik 840D Bohrzyklus CYCLE81 CNC-Programmierbeispielcode
- Sinumerik L97 Gewindeschneidzyklus
- ISO-Dialekt-Programmierung zu SinuTrain für SINUMERIK Operate V4.4 Ed.2 hinzufügen
- Siemens Sinumerik CYCLE83 Deep-Hole Peck Drilling Cycle
- Beispielprogramm Sinumerik CYCLE81 Bohrzyklus – CNC-Drehen