


Fanuc G72 Facing Canned Cycle Beispielprogramm
Hier ist ein weiteres CNC-Programmierbeispiel, das die Verwendung des Fanuc G72-Plandrehzyklus zeigt.
Fanuc G72-Drehzyklus gibt es in zwei Formaten für verschiedene Fanuc-CNC-Steuerungen.
Fanuc G72 Plandrehzyklus einzeiliges Format
Wenn Ihre Fanuc-Steuerung einen Festzyklus im einzeiligen Format verwendet, finden Sie hier eine vollständige Beschreibung des Fanuc G72-Facing-Zyklus Single-Line-Format
Beispielprogrammbeispiel Fanuc G72 Facing Cycle Single-Line-Format
Fanuc G72 Plandrehzyklus zweizeiliges Format
Für den Doppellinienformat-Festzyklus des G72-Plandrehzyklus lesen Sie
Fanuc G72-Plandrehzyklus – Materialentfernung beim Plandrehen
CNC Fanuc G72-Festzyklus-Drehdrehzyklus
Unten ist das CNC-Programmbeispiel für das zweizeilige Format des Fanuc G72-Konturzyklus.
CNC-Programmbeispiel für einen G72-Plandrehzyklus
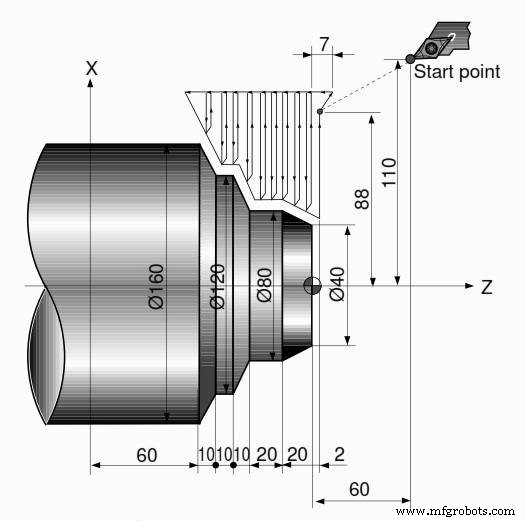
Fanuc G72 Facing Festzyklus Beispielprogramm
N010 G00 X220.0 Z60.0 N011 G00 X176.0 Z2.0 N012 G72 W7.0 R1.0 N013 G72 P014 Q021 U4.0 W2.0 F0.3 S550 N014 G00 G41 Z-70.0 S700 N015 X160.0 N016 G01 X120.0 Z-60.0 F0.15 N017 W10.0 N018 X80.0 W10.0 N019 W20.0 N020 X36.0 W22.0 N021 G40 N022 G70 P014 Q021 N023 G00 X220.0 Z60.0 N024 M30
Gleiches Programmbeispiel für einzeiliges G72-Format lesen Beispielprogrammbeispiel Fanuc G72 Facing Cycle Single-line-format
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC Fanuc G72 Festzyklus Plandrehen
- Fanuc CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- G72 Facing Cycle Einzeiliges Format für Fanuc 10T 11T 15T