


Selca CNC G51 Versatz/Drehung des Koordinatenprogramms Beispiel
Einreichen von:Brian
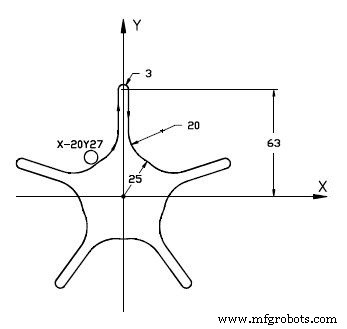
Zeichnung/Bild
CNC-Programm
N1 [PROFILE 3 N2 $1M0X-105.I103.Y-63.7J69.3 N3 G17 N4 O1 N5 T1 N6 F1000S1200M3 N7 Z100R N8 X-20Y27R N9 Z2R N10 Z-10 N11 G49I2 N12 G41K2 N13 L=1 N14 G20X0Y0I-25 N15 G21I10 N16 G13X-3J90 N17 G20X0Y63I-3 N18 G13J-90 N19 G21 N20 G51J-72I N21 L1K4 N22 G51J0 N23 G50 N24 G20X0Y0I-25 N25 G40X-20Y27K2 N26 Z100R N27 M30
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- CNC-Beispielprogramm für G84-Gewindebohrzyklus
- Fanuc G68 Beispiel für ein Koordinatenrotationsprogramm
- Programmierbeispiel Siemens Sinumerik Milling
- Beispielprogramm Quincunx für eine CNC-Plasmaschneidsteuerung
- Fräsbogen mit G2 I &J CNC-Programmbeispiel