


Bohrzyklus Heidenhain Dialogprogrammierung Beispiel
Einreichen durch:Maschinist
Zeichnung/Bild
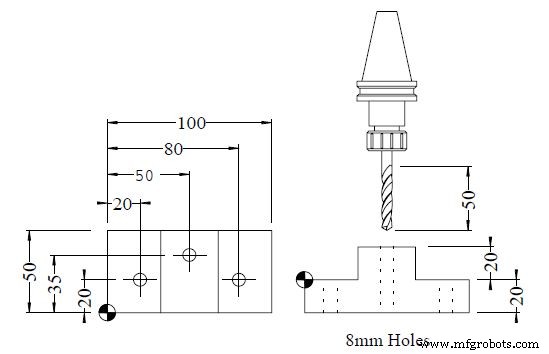
CNC-Programm
0 BEGIN PGM 10116 MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 2 BLK FORM 0.2 X+100 Y+50 Z+20 3 TOOL DEF 1 4 TOOL CALL 1 Z S1000 5 L M6 6 CYCL DEF 1.0 PECKING 7 CYCL DEF 1.1 SET UP 5 8 CYCL DEF 1.2 PLNGNG -20 9 CYCL DEF 1.3 DWELL 0 10 CYCL DEF 1.4 F??? 11 L X+20 Y+20 R0 FMAX M3 12 L Z+5 FMAX 13 CYCL CALL M8 14 L Z+25 FMAX 15 L X+80 FMAX 16 L Z+5 FMAX 17 CYCL CALL 18 L Z+25 FMAX 19 CYCL DEF 1.0 PECKING 20 CYCL DEF 1.1 SET UP 5 21 CYCL DEF 1.2 PLNGNG -40 22 CYCL DEF 1.3 DWELL 0 23 CYCL DEF 1.4 F??? 24 L X+50 Y+35 FMAX 25 CYCL CALL 26 TOOL CALL 0 27 L M6 28 L M30 29 END PGM 10116 MM
Bohrzyklus Übung Heidenhain Dialogprogrammierung
Circle Boss Übung (polar) Heidenhain Conversational Programming
CNC-Maschine
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- CNC G81 Bohrzyklus-Programmbeispiel
- Beispiel für einen G83-Peck-Bohrzyklus
- Sinumerik 840D Bohrzyklus CYCLE81 CNC-Programmierbeispielcode
- Beispiel für Heidenhain-Dialogprogrammierung
- Heidenhain Flex K Programmierbeispiel
- Unterprogramm Übung Heidenhain Dialogprogrammierung
- Wiederholen Sie die Übung Heidenhain Conversational Programming
- Rotationsübung Heidenhain-Dialogprogrammierung