


G-Code-Beispielmühle – Beispiel-G-Code-Programm für Anfänger
Beispiel-G-Code-Programm für Anfänger
Beispiel-G-Code-Programmbeispiel für CNC-Programmierer / CNC-Maschinisten, die die Programmierung von CNC-Fräsen bearbeiten oder lernen möchten.
Ein ähnliches G-Code-Beispiel finden Sie hier
Einfaches G-Code-Beispiel Mühle – G-Code-Programmierung für Anfänger
Wenn Sie an einem Beispiel für eine G-Code-Unterroutine (Unterprogramm) interessiert sind, lesen Sie
CNC Mill Contour Pecking – Fanuc Subprogram Repeat Example
Dies ist die gleiche Komponente, aber diesmal bearbeiten wir sie konisch.
G-Code-Beispiel
G-Code-Beispiel Mühle
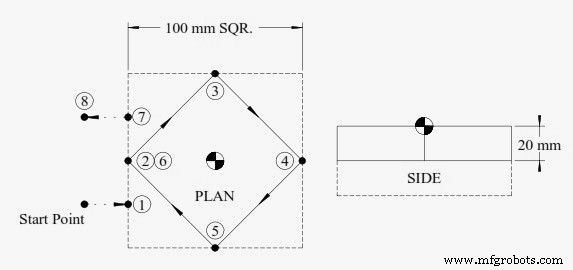
O1000 T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X-75 Y-25 S500 M3 (Start Point) G43 Z100 H1 Z5 G1 Z-20 F100 X-50 M8 (Position 1) Y0 (Position 2) X0 Y50 (Position 3) X50 Y0 (Position 4) X0 Y-50 (Position 5) X-50 Y0 (Position 6) Y25 (Position 7) X-75 (Position 8) G0 Z100 M30
Mori Seiki NTX1000SZM 11Axis – MacKay Manufacturing Inc.
Einfaches G-Code-Beispiel Mühle – G-Code-Programmierung für Anfänger
CNC-Maschine
- Ein Leitfaden zur Verwendung einer CNC-Fräsmaschine für Anfänger
- CNC-Programmierung für Anfänger ein einfaches CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- G02 G03 Beispielprogramm für Kreisinterpolation mit G-Code
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Beispielprogramm für CNC-Fräsen
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- CNC-Fräsmaschinen-Programmierbeispiel für Anfänger
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode