


NUM Fräsen G74 Skalierung G77 Unterprogrammaufruf Programmbeispiel
Einreichen durch:BEATA
Zusammenfassung
Num CNC-Programmbeispiel mit G-Codes G74 G77 G59 usw.
G74 Skalierungsfaktor aktivieren
G77 Unbedingter Sprung zu einem Unterprogramm oder einer Satzfolge mit Rückkehr
G59 Programmnullpunktverschiebung
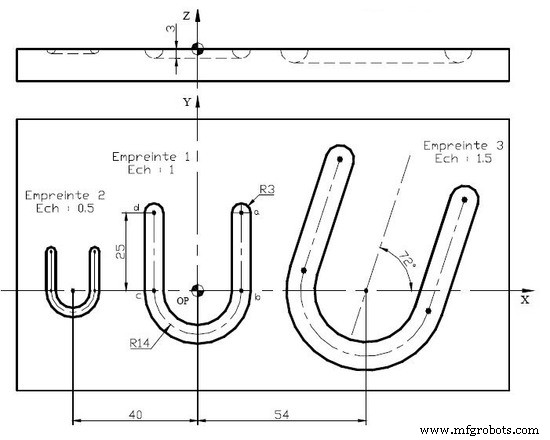
Zeichnung/Bild
CNC-Programm
Main Program %21 (FRAISAGE DE TROIS EMPREINTES) N10 G90 G80 G40 G71 N20 G0 G52 Z0 N30 T1 D1 M6 (FRAISE SPHER DIAM = 6) N40 G94 F212 N50 G97 S1061 M3 N60 G59 X0 Y0 (DECALAGE ORIGIN NUL) N70 G74 E69000 = 1000 (ECH = 1) N80 G77 H2121 N90 G0 G52 Z0 M5 N100 T2 D2 M6 (FRAISE SPHER DIAM = 3) N110 G94 F318 N120 G97 S2123 M3 N130 G59 X-80 N140 G74 E69000 = 500 (ECH = 0.5) N150 G77 H2121 N160 G0 G52 Z0 M5 N170 T3 D3 M6 (FRAISE SPHER DIAM = 9) N180 G94 F177 N190 G97 S707 M3 N200 G59 X36 ED-18 N210 G74 E69000 = 1500 (ECH = 1.5) N220 G77 H2121 N230 G0 G52 Z0 M5 N240 M2 Subroutine %2121 (FORME EN U) N10 G0 X14 Y25 verticale de a N20 G0 Z2 approche sur Z N30 G1 Z-3 M8 a N40 G1 Y0 b N50 G2 X-14 Y0 R14 c N60 G1 Y25 d N70 G0 Z2 M9 dégagement
Bohren von Messing 40 mm tief mit G74-Bohrzyklus CNC-Drehprogramm
Konturdrehen mit G71 Drehzyklus CNC-Drehmaschine Beispiel
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- Haas G71-Beispielprogramm
- CNC G81 Bohrzyklus-Programmbeispiel
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- Haas M98-Unterprogrammaufruf mit einfachem Beispielcode
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel
- So fräsen Sie einen Vollkreis-CNC-Programm-Beispielcode
- G-Code-Beispielmühle – Beispiel-G-Code-Programm für Anfänger
- Sinumerik 810 CNC Fräsradius/Fasenprogramm Beispiel
- G41 G40 Fräserradiuskompensation Beispiel CNC-Fräsprogramm