


CNC-Drehbank-Basisprogrammierbeispiel ID/AD-Drehen/Bohroperationen (kein Festzyklus verwendet)
Ein vollständiges CNC-Programmierbeispiel mit ID/OD (Drehen/Bohren) für CNC-Maschinisten, die an einer CNC-Drehmaschine arbeiten. Ein Muss zum Lernen/Üben für diejenigen, die CNC-Programmierung lernen.
Der zusätzliche Vorteil dieses Programmierbeispiels besteht darin, dass in diesem Programmierbeispiel kein CNC-Drehmaschinen-Festzyklus verwendet wird.
Grundlegendes Programmierbeispiel für CNC-Drehmaschine (Drehen und Bohren)
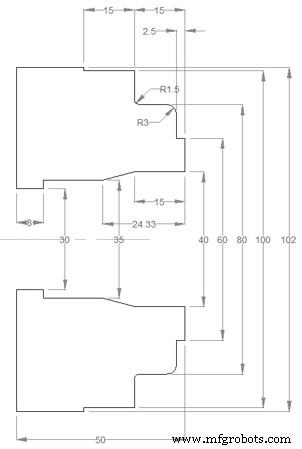
CNC-Drehmaschine Beispiel Drehen Bohren
O0000 N10 (ø30 DRILL) G50 T0200 G97 S250 M03 G00 X0 Z5.0 T0202 M08 G01 Z-5.0 F0.07 W1.0 Z-40.0 F0.25 G00 Z5.0 Z-39.0 G01 Z-60.0 G00 Z10.0 X200.0 Z200.0 T0200 M01 N20 (Outside diameter stock removal) G50 S1500 T0100 G96 S180 M03 G00 X94.0 Z5.0 T0101 M08 G01 Z-14.8 F0.27 G00 U2.0 Z0.5 G01 X28.0 F0.23 G00 X87.0 W1.0 G01 Z-14.8 F0.27 G00 U2.0 Z1.0 X80.5 G01 Z-14.1 G02 X81.9 Z-14.8 R0.7 G00 X100.5 W1.0 G01 Z-29.8 G00 U2.0 Z-1.0 G01 X60.5 F0.23 G00 X82.0 W1.0 Z-2.4 G01 X60.5 X72.9 G03 X80.5 Z-6.2 R3.8 G00 U2.0 Z5.0 X200.0 Z200.0 T0100 M01 N30 (Inside diameter stock removal) G50 S1500 T0400 G96 S180 M03 G00 X34.5 Z3.0 T0404 M08 G01 Z-41.8 F0.27 G00 U-0.5 Z1.0 X39.5 G01 Z-15.0 X34.5 Z-24.3 G00 Z10.0 X200.0 Z200.0 T0400 M01 N40 (Out diameter finishing) G50 S1800 T0500 G96 S200 M03 G00 X63.0 Z5.0 T0505 M08 Z0 G01 X38.0 F0.2 G00 X60.0 Z3.0 G42 Z1.0 G01 Z-2.5 F0.2 X74.0 G03 X80.0 Z-5.5 R3.0 G01 Z-13.5 G02 X83.0 Z-15.0 R1.5 G01 X100.0 Z-30.0 X102.0 G40 G00 U2.0 W1.0 G00 Z10.0 X200.0 Z200.0 T0500 M01 N50 (Inside diameter finishing) G50 S1800 T0600 G96 S200 M03 G00 X40.0 Z5.0 T0606 M08 G41 Z1.0 G01 Z-15.0 F0.2 X35.0 Z-24.33 Z-42.0 X29.0 G40 G00 Z10.0 X200.0 Z200.0 T0600 M09 M30
ProtoTRAK-Handbücher zum Herunterladen von Sicherheit, Programmierung, Betrieb und Pflege
Programmierbeispiel 2 für Kreisinterpolation
CNC-Maschine
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- CNC-Programmierbeispiel G92 Kegelgewindeschneidzyklus
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- G20 Drehzyklus – CNC-Drehmaschine Fanuc 21 TB
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung