


Programmbeispiel für CNC-Fräsen G70 Lochkreis
Der G70-Lochkreisbefehl erleichtert das Bohren/Gewindebohren/Bohren in einem Kreis in gleichmäßigen Abständen.
Es ist nicht erforderlich, jede Lochposition zu kennen oder zu berechnen.
Sie müssen nur den Radius kennen des Kreises, Startwinkel des ersten Lochs und Gesamtzahl der Löcher.
G70 Lochkreisformat
G70 I J L
I =Radius des Lochkreises (+CCW / – CW).
J =Anfangswinkel des ersten Lochs (0 bis 360° CCW von der Horizontalen in der 3-Uhr-Position).
L =Anzahl der gleichmäßig verteilten Löcher um den Lochkreis herum.
CNC-Fräsen G70 Lochkreis-Programmbeispiel
Das folgende CNC-Programmbeispiel verwendet den G81-Bohrzyklus in Kombination mit dem G-Code G70 für den Lochkreis, um 8 Löcher in gleichmäßigen Abständen in einem Kreis mit einem Radius von 1 (Zoll) zu bohren.
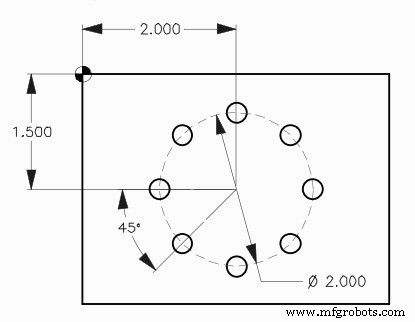
G70 Lochkreis-Programmbeispiel
O0009 N1 T1 M06 N2 G90 G54 G00 X2. Y-1.5 (Center position of bolt hole circle) N3 S1451 M03 N4 G43 H01 Z1. M08 N5 G81 G99 Z-0.45 R0.1 F8. L0 N6 G70 I1. J0. L8 N7 G80 G00 Z1. M09 N8 G53 G49 Z0. M05 N9 M30
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- Beispielprogramm für CNC-Fräsen
- CNC-Fräsen Kreisinterpolation G02 G03 G-Code-Programmbeispiel
- CNC-Fräsmaschinen-Programmierbeispiel für Anfänger
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- G72 Bolzenloch entlang eines Winkels CNC-Beispielprogramm
- Haas CNC G71 Bolzenlochbogenbefehl Beispielprogramm
- So legen Sie den Startwinkel fest – Beispiel für einen G70-Bolzenlochkreis
- G83-Peck-Bohrzyklus mit G70-Lochkreis-Beispielprogramm