


CNC G81 Bohrzyklus-Programmbeispiel
Der Fanuc G81-Bohrzyklus wird für einfache Bohrvorgänge verwendet, daher ist hier ein CNC-Programmbeispiel, das zeigt, wie der G81-Bohrzyklus verwendet werden kann.
CNC-Programm
Fanuc G81 Bohrzyklus-Beispielprogramm
N1 T1 M06 N2 G90 G54 G00 X.3 Y1.2 N3 S1200 M03 N4 G43 H01 Z1. M08 N5 G81 Z-.6 R.1 F10 N6 X1.2 Y.3 N7 G80 G00 Z1. M09 N8 G28 G91 Z0. M05 N9 M30
Erklärung
N1- Werkzeugwechsel zu Werkzeug Nr. 1
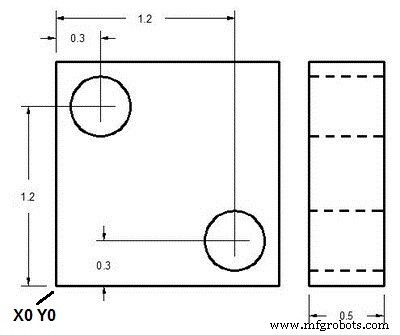
N2- Werkzeug fährt schnell zur ersten Bohrposition X0.3 Y1.2 unter Berücksichtigung der Nullpunktverschiebungs-Nr. 1
N3- Bohrer beginnt sich im Uhrzeigersinn mit 1200 U/min zu drehen.
N4- Bohrer benötigt Tiefe Z1. unter Berücksichtigung der Werkzeuglängenkompensation (G43 H01) wird das Kühlmittel eingeschaltet.
N5- Bohrzyklusparameter, Bohrtiefe und Schnittvorschub werden angegeben, mit diesem Befehl wird der erste Bohrer an der aktuellen Position (X0.3 Y1.2) ausgeführt.
N6- Während der Bohrzyklus seine Arbeit mit jeder Achsenbewegung fortsetzt, wird der nächste Bohrer bei X1.2 Y0.3 durchgeführt
N7- Bohrzyklus wird mit G80-Befehl abgebrochen, Kühlmittel wird abgeschaltet.
N8- Wenn der Vorgang für diese Komponente beendet ist, wird das Schneidwerkzeug in die Referenzposition gebracht und die Rotation des Schneidwerkzeugs gestoppt.
N9- CNC-Teileprogramm wird beendet.
G &M-Codes
| Code | Beschreibung |
|---|---|
| T | Werkzeug-Nr. verwendet. |
| M06 | Werkzeugwechselbefehl. |
| G90 | Absolute Programmierung |
| G54 | Nullpunktverschiebung Nr.1 |
| G00 | Eilgang |
| S | Schneidegeschwindigkeit |
| M03 | Fräserdrehung im Uhrzeigersinn |
| G43 | Werkzeuglängenkompensation. |
| M08 | Kühlmittel an. |
| G81 | Fanuc-Bohrzyklus. |
| F | Schnittfutter. |
| G80 | Festzyklus abbrechen. |
| M09 | Kühlmittel aus. |
| G28 | Zur Referenzposition zurückkehren. |
| G91 | Inkrementelle Programmierung. |
| M05 | Schneiddrehstopp. |
| M30 | CNC-Teileprogrammende mit Rückkehr zum Programmanfang. |
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- Fanuc G94 Facing Cycle CNC-Beispielprogramm