


Gewindebohrzyklus Heidenhain-Dialogprogrammierbeispiel
Einreichen von:Brian
Zeichnung/Bild
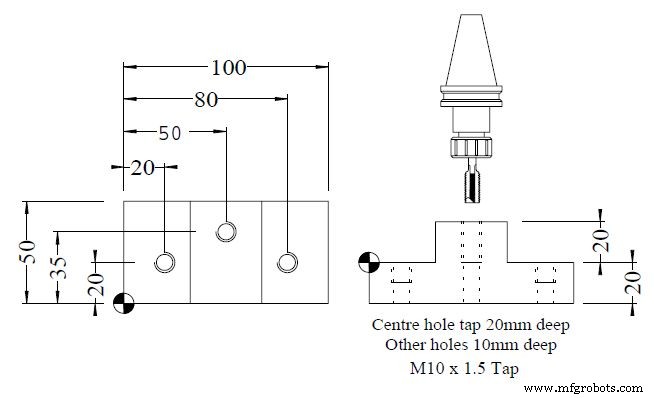
CNC-Programm
0 BEGIN PGM 10116C MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 2 BLK FORM 0.2 X+100 Y+50 Z+20 3 TOOL DEF 2 4 TOOL CALL 2 Z S100 5 L M6 6 CYCL DEF 2.0 TAPPING 7 CYCL DEF 2.1 SET UP 5 8 CYCL DEF 2.2 DEPTH -10 9 CYCL DEF 2.3 DWELL 0 10 CYCL DEF 2.4 F? 11 L X+20 Y+20 R0 FMAX M3 12 L Z+5 FMAX 13 CYCL CALL M8 14 L Z+25 FMAX 15 L X+80 FMAX 16 L Z+5 FMAX 17 CYCL CALL 18 L Z+25 FMAX 19 CYCL DEF 2.0 TAPPING 20 CYCL DEF 2.1 SET UP 5 21 CYCL DEF 2.2 DEPTH -20 22 CYCL DEF 2.3 DWELL 0 23 CYCL DEF 2.4 F? 24 L X+50 Y+35 FMAX 25 CYCL CALL 26 TOOL CALL 0 27 L M6 28 L M30 29 END PGM 10116C MM
Starrer Gewindebohrzyklus Heidenhain-Dialogprogrammierbeispiel
Bohrzyklus Übung Heidenhain Dialogprogrammierung
CNC-Maschine
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- CNC-Programmierbeispiel G92 Kegelgewindeschneidzyklus
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- CNC-Beispielprogramm für G84-Gewindebohrzyklus
- Beispiel für Heidenhain-Dialogprogrammierung
- Heidenhain Flex K Programmierbeispiel
- Helixfräsen Übung Heidenhain Dialogprogrammierung
- Beschriftungsverschachtelung Übung Heidenhain Dialogprogrammierung
- Unterprogramm Übung Heidenhain Dialogprogrammierung
- Wiederholen Sie die Übung Heidenhain Conversational Programming