


Programmierbeispiel für Heidenhain Flex K abgeschlossen
Einreichen durch:CNC-Programmierer
Zeichnung/Bild
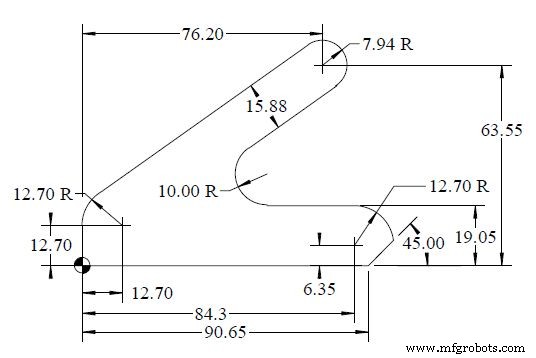
CNC-Programm
0 BEGIN PGM FK3 MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-40 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL DEF 1 L+0 R+5 4 TOOL CALL 1 Z S500 5 L M6 6 L X-20 Y-20 R0 FMAX M3 7 L Z+2 FMAX 8 L Z-10 F500 9 L X+0 RL 10 L Y+12.7 11 FCT DR- R12.7 CCX+12.7 CCY+12.7 12 FLT 13 FCT DR- R7.94 CCX+76.2 CCY+63.5 14 FLT PAR10 DP15.88 15 FCT Y+19.05 DR+ R10 CCY+29.05 16 FLT X+84.3 Y+19.05 17 FCT DR- R12.7 CCX+84.3 CCY+6.35 18 FL X+90.65 Y+0 AN-135 19 FL X-20 Y+0 20 L Y-20 R0 21 L Z+50 R0 FMAX M5 22 TOOL CALL 0 Z S60 23 L M6 24 L M2 25 END PGM FK3 MM
Beispiel für Fanuc G07.1 Zylindrisches Interpolationsprogramm
Fanuc G07.1 Beispiel für zylindrische Interpolation
CNC-Maschine
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- CNC-Bearbeitungszentrum-Programmierbeispiel
- Programmierbeispiel 2 für Kreisinterpolation
- Programmierbeispiel 1 für Kreisinterpolation
- Programmierbeispiel für Drahterodieren
- CNC-Drehzentrum-Programmierbeispiel
- G02 G03 Programmierbeispiel