


CNC-Beispielprogramm für G84-Gewindebohrzyklus
Der G84-Gewindebohrzyklus ist eine der am häufigsten verwendeten Funktionen von CNC-Bearbeitungszentren.
Dieses Beispielprogramm für einen G84-Gewindebohrzyklus veranschaulicht die Verwendung des Gewindebohrens auf leicht verständliche Weise.
Der G84-Gewindeschneidzyklus ist ein modaler G-Code und wird daher mit G80 abgebrochen, da sonst bei jeder X- und/oder Y-Bewegung eine Gewindeschneidoperation ausgeführt wird.
Format des G84-Gewindebohrzyklus
G84 X_ Y_ Z_ R_ F_
X Y – Lochpositionsdaten
Z – Z-Tiefe (Vorschub zur Z-Tiefe ausgehend von der R-Ebene)
R – Position der R-Ebene
F – Schnittvorschubgeschwindigkeit
Einen vollständigen Artikel über G84 finden Sie unter „G84-Gewindebohrzyklus – CNC-Fräsprogrammierung“.
CNC-Beispielprogramm für einen G84-Gewindebohrzyklus
Beispiel für einen G84-Gewindebohrzyklus
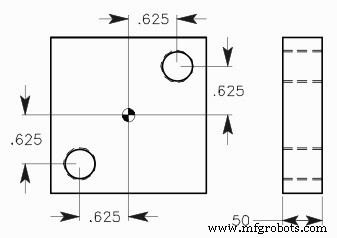
O100 (G84 R.H. Tapping Cycle) N1 T18 M06 N2 G90 G54 G00 X0.625 Y0.625 N3 S500 M03 N4 G43 H18 Z1. M08 N5 G84 G99 Z-0.65 R0.1 F35.7143 N6 X-0.625 Y-0.625 N7 G80 G00 Z1. M09 N8 G53 G49 Z0. M05 N9 M30
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- ECS G84 Gewindebohrzyklus