


Buchse mit Gewinde Fanuc 21i CNC-Programm Übung
Einreichen durch:Maschinist
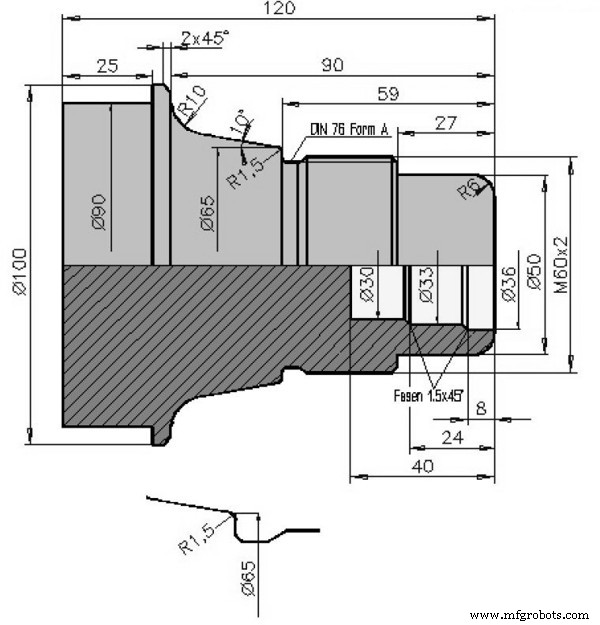
Zeichnung/Bild
CNC-Programm
( CONTROL FANUC 21I) ( PART - CYLINDER D102.000 L121.000) ( G54 X+000.000 Z+0240.000) O11 N10 G40 G00 N20 G99 N30 M5 N40 M9 N60 T0101 (LEFT CORNER TOOLCL-SDJCL-2020 L 1208 ISO30) N70 G97 S1000 N80 G00 X150. Z100. N90 G50 S3500 N100 G96 S0200 N110 G00 X104. Z0. M4 N120 G01 X-1.6 F0.25 M8 N130 G00 X102. Z2. N140 G71 U3. R1 N150 G71 P160 Q370 U0.5 W0.1 F0.25 N160 G42 G00 X34. Z2. N170 G01 Z0. N180 G01 X38. N190 G03 X50. Z-6. I0. K-6. N200 G01 Z-27. N210 G01 X57. N220 G01 X60. Z-28.5 N230 G01 Z-50. N240 G01 Z-52. N250 G01 X57. Z-54.598 N260 G01 Z-58.1 N270 G02 X58.8 Z-59. I0.9 K0. N280 G01 X60. N290 G01 X62.483 N300 G03 X65.437 Z-60.24 I0. K-1.5 N310 G01 X73.018 Z-81.736 N320 G02 X92.714 Z-90. I9.848 K1.736 N330 G01 X96. N340 G01 X100. Z-92. N350 G01 Z-93. N360 G01 X102. N370 G40 N380 G00 X150. Z100. N390 M9 N400 T0606 (REVERSIBLE TIP DRLDI-30.00 067 R HMT ISO30) N410 G97 S0600 M3 N420 G00 Z3. N430 G00 X0. M8 N440 G74 R1.0 N450 G74 X0.0 Z-40.0 Q12000 F.22 N670 G00 X200. Z100. N680 M9 N690 T0909 (INSIDE TURNING TOOL POSTBI-SCLCL-1010 L 0604 ISO30) N700 G50 S3500 N710 G96 S0160 M4 N720 G00 X28. Z2. N730 G71 U2. R1 N740 G71 P750 Q810 U-0.5 W0.1 F0.2 N750 G41 G00 X40. N760 G01 X36. N770 G01 Z-8. N780 G01 X33. Z-9.5 N790 G01 Z-24. N800 G01 X28. Z-26.5 N810 G40 N820 G00 X200. Z100. N830 T1212 (INSIDE TURNING TOOL POSTBI-SCAAL-1010 L 0604 ISO30) N840 G50 S4000 N850 G96 S0280 M4 N860 G00 X42. Z2. N870 M98 P6203 N880 G00 X28.234 Z3. N890 G00 X200. Z100. N900 M9 N910 T0202 (LEFT CORNER TOOLCL-SVJCL-2020 L 1604 ISO30) N920 G50 S4000 N930 G96 S0340 M4 N940 G00 X34. Z2. N950 M98 P6202 N960 G00 X150. Z100. N970 M9 N980 T0404 M8 (LEFT THREADING TOOLTL-LHTR-2020 R 60 2.00 ISO30) N990 G97 S1000 M3 N1000 G00 X64. Z-21. N1010 G76 P020060 Q19 R50 N1020 G76 X57.54 Z-57.5 R0. P1230 Q123 F2.0 N1030 G00 X150. Z150. N1040 M9 N1050 M30 O6202 N10 G42 G01 Z0. M8 N20 G01 X38. N30 G03 X50. Z-6. I0. K-6. N40 G01 Z-27. N50 G01 X57. N60 G01 X60. Z-28.5 N70 G01 Z-50. N80 G01 Z-52. N90 G01 X57. Z-54.598 N100 G01 Z-58.1 N110 G02 X58.8 Z-59. I0.9 K0. N120 G01 X60. N130 G01 X62.483 N140 G03 X65.437 Z-60.24 I0. K-1.5 N150 G01 X73.018 Z-81.736 N160 G02 X92.714 Z-90. I9.848 K1.736 N170 G01 X96. N180 G01 X100. Z-92. N190 G01 Z-93. N200 G01 X102. N210 G40 N220 M99 O6203 N10 G41 G01 X36. F0.1 M8 N20 G01 Z-8. N30 G01 X33. Z-9.5 N40 G01 Z-24. N50 G01 X28. Z-26.5 N60 G40 N70 M99
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G21 Messen in Millimetern mit CNC-Drehmaschinen-Programmierbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Werkzeugversatz in CNC-Drehmaschine mit Fanuc-Steuerung
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Außengewindeschneiden mit G76-Gewindezyklus auf Fanuc 21i 18i 16i CNC
- CNC-Drehbank-Programmierübung Fanuc G71-Drehzyklus, G74-Peck-Bohrzyklus
- RESET nach Programmbearbeitung auf Fanuc TC