


Fanuc G94 Facing Cycle CNC-Beispielprogramm
Fanuc G94 Plandrehzyklus in einem Durchgang
Fanuc G94 G-Code wird zum Schruppen verwendet.
Der Plandrehzyklus Fanuc G94 wird für einfaches Planen (Planen in einem Durchgang) verwendet, es sind jedoch mehrere Durchgänge möglich, indem die Z-Achsenposition zusätzlicher Durchgänge angegeben wird.
Verwandt: Fanuc G72 Facing Canned Cycle
Der Plandrehzyklus Fanuc G94 ist sehr einfach zu programmieren und zu verwenden. G94 G-Code-Parameter werden unten erklärt,
G94 X… Z…
X:Endpunkt in X-Achse.
Z:Endpunkt in Z-Achse.
CNC-Programmcode mit Fanuc G94 Facing Cycle
Fanuc G94 Facing Cycle CNC-Beispielprogramm
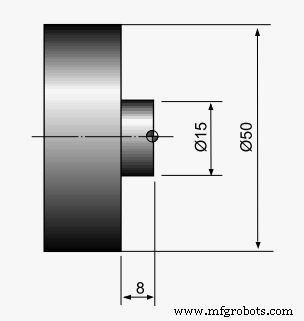
N10 G50 S2500 N20 G96 S180 M03 N30 T0100 N40 G00 X55.0 Z2.0 T0101 N50 G94 X15.0 Z-2.0 F0.2 N60 Z-4.0 N70 Z-6.0 N80 Z-8.0 N90 G00 X200.0 Z200.0 T0100 N95 M30
Erklärung des CNC-Programmcodes mit Fanuc G94 Plandrehzyklus
N40 :zeigt die Startposition des Werkzeugs.
N50 :Die Werte von x und z mit G94-Plandrehzyklus sind die Zielwerte für den Planschnitt.
N60 :G94 ist ein modaler G-Code. „Modaler“ G-Code bedeutet, dass sie in Kraft bleiben, bis sie aufgehoben oder durch einen widersprüchlichen G-Code ersetzt werden. Dies bedeutet, dass der Drehzyklus G90 aktiv bleibt, bis ein anderer Bewegungsbefehl wie G00, G01 usw. gegeben wird
Aber wie Sie sehen können, zeigt der CNC-Programmblock N60 nur den Wert für die Z-Achse an, was bedeutet, dass der G94-Plandrehzyklus weiter funktioniert und jetzt der G94-Plandrehzyklus den zweiten Planschnitt ausführt, dessen X-Achsenwert bleibt das gleiche, aber der Z-Achsenwert ist jetzt -4,0
N70 :Der dritte Planschnitt wird bei -6,0 durchgeführt
N80:Der vierte Schnitt wird bei -8,0 vorgenommen
N90:Dieser CNC-Programmblock zeigt einen widersprüchlichen G-Code für G94, nämlich G00, was bedeutet, dass der Fanuc G94-Plandrehzyklus beendet wurde. Das Tool wechselt schnell zu x200 z200.
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC Fanuc G72 Festzyklus Plandrehen
- CNC Fanuc G75 Einstechzyklus
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- Fanuc CNC-Drehmaschinen-Programmierbeispiel