


CNC-Drehmaschinenprogramm Außendrehen Bohren Innenbohren mit G71 G74 G01
Einreichen durch:BEATA
Zusammenfassung
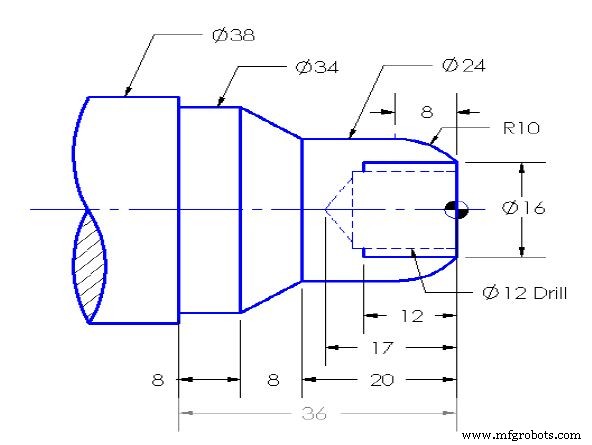
CNC-Drehprogramm zum Schneiden von Außendrehbohren und Innenbohren,
Folgende Zyklus-G-Codes werden in diesem CNC-Drehprogramm verwendet,
Außendrehen Schruppen mit G71 Drehzyklus
Außendrehen Schlichten mit G70 Schlichtzyklus
ID-Bohren mit G74 Tiefenbohrzyklus
ID-Bohren mit G01 Linearinterpolation
Zeichnung/Bild
CNC-Programm
% O0111 (EX.NO.1); (BILLET DIA38.0*L36.0); N1 (OPN OD PROFILE TURNING); N2 G28 U0.0 W0.0; N3 G92 S2500; N4 G96 S180 M03; N5 T0000; N6 T0101; N7 G00 X40.0 Z1.0; N8 M07; N9 G71 U1.0 R1.0; N10 G71 P11 Q16 U0.5 W0.1 F0.15; N11 G01 X16.0 Z0.0 F0.2; N12 G03 X24.0 Z-8.0 R10.0 F0.10; N13 G01 Z-20.0 F0.10; N14 G01 X34.0 Z-28.0 F0.05; N15 G01 Z-36.0 F0.05; N16 G01 X40.0 F0.10; N17 G00 Z10.0; N18 G28 U0.0 W0.0; N19 M09; N20 M05; N21 M01; (OD PROFILE FINE TURNING); N22G28 U0.0 W0.0; N23 G92 S3000; N24 G96 S250 M03; N25 T0000; N26 T0202; N27 G00 X40.0 Z1.0; N28 M07; N29 G70 P11 Q16; N30 G00 Z1.0; N31 G28 U0.0 W0.0; N32 M09; N33 M05; N34 M01; (OPN DRILLING DIA 12.0MM); N35 G28 U0.0 W0.0; N36 G97 S650 M04; N37 T0000; N38 T0303; N39 G00 X0.0 Z2.0; N40 M07; N41 G74 R0.5; N42 G74 Z-17.0 Q5000 F.10; N43 G00 Z2.0; N44 G28 U0.0 W0.0; N45 M09; N46 M05; N47 M01; (OPN BORING); N48 G28 U0.0 W0.0; N49 G92 S1800; N50 G96 S200 M04; N51 T0000; N52 T0404; N53 G00 X14.0 Z1.0; N54 M07; N55 G01 Z-12.0 F0.15; N56 G01 X13.0F0.20; N57 G01 Z1.0 F.2; N58 G00 X16.0; N59 G01 Z-12.0 F0.15; N60 G01 X13.0F0.20; N61 G00 Z1.0; N62 G28 U0.0 W0.0; N63 M09; N64 M05; N65 M30; %
CNC-Fräsprogramm Übung Seitenfräsen Bohren Schlitzfräsen
Bohren von Messing 40 mm tief mit G74-Bohrzyklus CNC-Drehprogramm
CNC-Maschine
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Fanuc CNC-Programmbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc G21 Messen in Millimetern mit CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- Beispielprogramm Sinumerik CYCLE81 Bohrzyklus – CNC-Drehen
- CNC-Drehbank-Programmierübung Fanuc G71-Drehzyklus, G74-Peck-Bohrzyklus
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung
- NCT-Programmbeispiel G71 Materialentfernungszyklus CNC-Drehmaschine