


Beispiel eines Haas G150-Taschenfräsprogramms mit einer quadratischen Insel
Einreichen durch:CNC-Programmierer
Zeichnung/Bild
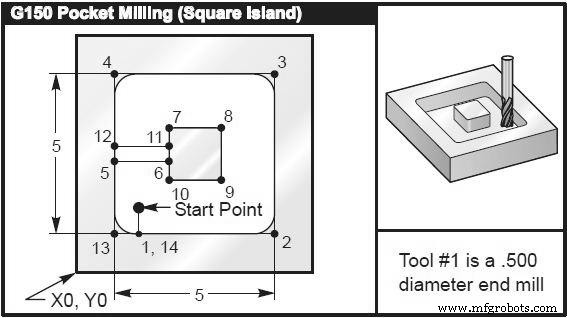
CNC-Programm
(5.0 x 5.0 x 0.500 DP. Square Pocket with Square Island) Main Program % O02010 T1 M06 (Tool is a 0.500” diameter endmill) G90 G54 G00 X2. Y2. (XY Start Point) S2500 M03 G43 H01 Z0.1 M08 G01 Z0.01 F30. G150 P2020 X2. Y2. Z-0.5 Q0.5 R0.01 I0.3 K0.01 G41 D01 F10. G40 G01 X2.Y2. G00 Z1.0 M09 G53 G49 Y0. Z0. M30 Subprogram % O02020 (Subprogram for G150) G01 Y1. (1) X6. (2) Y6. (3) X1. (4) Y3.2 (5) X2.75 (6) Y4.25 (7) X4.25 (8) Y2.75 (9) X2.75 (10) Y3.8 (11) X1. (12) Y1. (13) X2. (14) (Close Pocket Loop) M99 (Return to Main Program) %
CNC-Maschine
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Haas G71-Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC-Fräsmaschinen-Programmierbeispiel für Anfänger
- Programmbeispiel L930 Kreistasche fräsen Sinumerik 840C
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- Programmbeispiel für Fase und Radius mit G01
- G82 Bohr-Festzyklus mit Verweil-CNC-Fräsbeispielprogramm
- Haas M98-Unterprogrammaufruf mit einfachem Beispielcode
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel