


ECS G81/3 – Bohrzyklus mit 3 Schichten
ECS G81/3 – Bohren in 3 Schichten
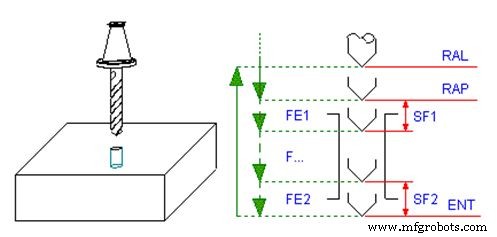
Mit diesem Zyklus ist es möglich, Löcher zu bohren, die zwei Zonen definieren, in denen der Bohrer mit unterschiedlichen Vorschüben (normalerweise niedriger) als dem mit der Anweisung F… programmierten vorrückt.
Der Zyklus Dateneingabe wird im MDI- und Bearbeitungsmodus durch diese Tastenfolge aktiviert:
Programmierung
G81 <ENT=..> <RAP=..> <RAL=..> <SF1=..> <FE1=..> <SF2=..> <FE2=..>
Parameter
| Parameter | Beschreibung |
|---|---|
| HNO | Tiefenzitat |
| RAP | Notierung im Eilgang zu Beginn des Zyklus erreicht |
| RAL | Quote am Ende des Zyklus schnell erreicht |
| SF1 /SF2 | Anführungszeichen, die verwendet werden, um die 2 Zonen zu definieren, in denen das Bit den Feed ändert. |
| FE1 | Vorschub [mm/min] verbraucht in Zone SF1 |
| FE2 | Vorschub [mm/min] verbraucht in Zone SF2 |
CNC-Maschine
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- Erstellen Sie Ihren eigenen G81-Bohrzyklus durch Fanuc Macro und G66 Modal Call
- ECS G85 Bohrzyklus
- ECS G84 Gewindebohrzyklus
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle
- ECS G82 Bohren mit Verweilzeit für Spanbruchzyklus
- ECS G81 Standard-Bohrzyklus