


G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
Ein vollständiges CNC-Teileprogramm, das zeigt, wie G98 und G99 (Festzyklus-Rückkehrebene) mit dem G81-Bohrzyklus und dem G83-Peck-Bohrzyklus zum Bohren einer Komponente mit unterschiedlichen Höhen arbeiten.
G98 G99 Zusammenfassung
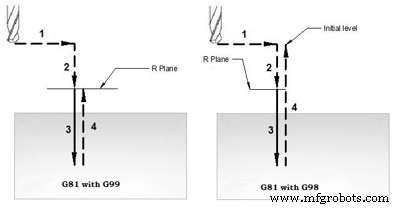
G98 und G99 sind modale Befehle, die die Funktionsweise von Festzyklen (G81, G83 usw.) ändern.
Wenn G98 aktiv ist, kehrt die Z-Achse zur Startposition (Anfangsebene) zurück, wenn sie einen einzelnen Vorgang abgeschlossen hat .
Wenn G99 aktiv ist, kehrt die Z-Achse zum R-Punkt (Ebene) zurück, wenn der Festzyklus ein einzelnes Loch beendet. Dann fährt die Maschine zum nächsten Loch.
G81 Arbeitszyklus Bohren – G98 G99 Rückkehrniveau
CNC-Teileprogramm
G81 Bohrzyklus mit G98 G99 G-Code Beispielprogramm
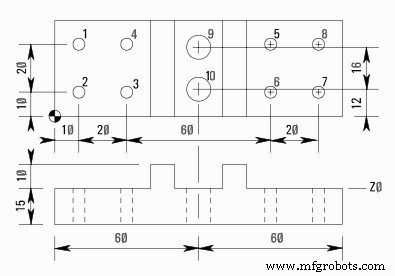
N10 M06 T01 N20 G90 G00 X10 Y30 Z12 S1000 M03 N30 G99 G81 X10 Y30 Z-17 R2 F75 (Hole 1) N40 Y10 (Hole 2) N50 X30 (Hole 3) N60 Y30 (Hole 4) N70 G98 X90 (Hole 5) N80 G99 Y10 (Hole 6) N90 X110 (Hole 7) N100 G98 Y30 (Hole 8) N110 G91 G80 G28 X0 Y0 Z0 M05 N120 M06 T02 N130 G90 G00 X60 Y28 Z12 S750 M03 N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Hole 9) N150 G98 Y12 (Hole 10) N160 G91 G80 G28 X0 Y0 Z0 M05 N170 M30
Erklärung
N10- Werkzeugwechsel (M06) zu Werkzeug Nr.1
N20- Eilgang zu X10 Y30 Z12, Spindel gestartet im Uhrzeigersinn (M03) mit 1000 U/min (S1000).
N30- Bohren beginnt (G81) bei X10 Y30 mit Schneidvorschub (F75) Bohrer zieht sich nach dem Bohrvorgang in die R-Ebene zurück.
N40- Nächste Bohrposition Y10 (da G99 ein modaler G-Code-Bohrer ist, wird der Bohrer weiter in die R-Ebene zurückgezogen, bis G98 gegeben wird).
N50- Nächste Übung bei X30.
N60- Bohren bei Y30
N70- Bohren Sie bei X90 und ziehen Sie sich auf die Anfangsebene zurück.
N80- Bohren Sie bei Y10 und ziehen Sie sich in die R-Ebene zurück.
N90- Bohren Sie bei X110
N100- Bohren Sie bei Y30 und ziehen Sie sich auf die Anfangsebene zurück.
N110- Bohrzyklus wird abgebrochen (G80), Rückkehr zum Referenzpunkt (G28) für Werkzeugwechsel, Spindel stoppen (M05).
N120- Werkzeugwechsel (M06) auf Werkzeugnummer 2.
N130- Eilgang zu X60 Y28 Z12, Spindelstart mit 750 U/min (S750) im Uhrzeigersinn (M03).
N140- G83 Tiefbohren beginnt bei X60 Y28, Bohrtiefe ist Z-17 und Bohrlochgröße ist Q6, Bohrvorschub ist F60
N150- Nächster tiefer Bohrer bei Y12 (Rückkehr zum Ausgangspunkt).
N160- G83 Tiefbohrzyklus mit G80 abgebrochen, Werkzeug zum Bezugspunkt zurückgefahren (G28), Spindel angehalten (M05).
N170- Teileprogrammende mit Rückkehr zum Programmanfang (M30)
G &M-Codes
| Code | Beschreibung |
|---|---|
| T | Werkzeug-Nr. verwendet. |
| M06 | Werkzeugwechselbefehl. |
| G90 | Absolute Programmierung |
| G00 | Eilgang |
| S | Schneidegeschwindigkeit |
| M03 | Fräserdrehung im Uhrzeigersinn |
| M08 | Kühlmittel an. |
| G81 | Fanuc-Bohrzyklus. |
| G83 | Fanuc Tiefbohrzyklus. |
| G98 | Zurück zum Ausgangspunkt im Festzyklus. |
| G99 | Zurück zum R-Punkt im Festzyklus. |
| F | Schnittfutter. |
| G80 | Festzyklus abbrechen. |
| M09 | Kühlmittel aus. |
| G28 | Zur Referenzposition zurückkehren. |
| G91 | Inkrementelle Programmierung. |
| M05 | Schneiddrehstopp. |
| M30 | CNC-Teileprogrammende mit Rückkehr zum Programmanfang. |
CNC-Maschine
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Haas G71-Beispielprogramm
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- G83-Peck-Bohrzyklus mit G70-Lochkreis-Beispielprogramm
- Bohrgitterplatte mit G81-Bohrzyklus – CNC-Beispielprogramm
- Wiederholen Sie das Bohren mit dem Bohrzyklus G81 und dem Beispielprogramm G91
- ECS G83 Deep Drilling with clearing Cycle