


G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
Dieses CNC-Programmbeispiel erklärt die Verwendung des G81-Bohrzyklus, aber dieses Mal wird das Werkzeug nicht auf die übliche Weise positioniert (G90 absoluter Programmiermodus), sondern diesmal wird der G91 inkrementelle Programmiermodus verwendet.
Dieser Programmierbeispielcode erklärt auch den Verwendung des G81-Bohrzyklusparameters K (Anzahl der Wiederholungen), der normalerweise nicht verwendet wird.
G81 Bohrzyklusformat
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:Lochpositionsdaten
Z_ :Z-Tiefe (das Werkzeug fährt mit Vorschub bis zur Z-Tiefe ausgehend von der R-Ebene)
R_ :Der Abstand von der Anfangsebene bis zur Ebene R
F_ :Schnittgeschwindigkeit
K_ :Anzahl der Wiederholungen (falls erforderlich)
G81 Bohrzyklusparameter K (Anzahl der Wiederholungen). Bei verschiedenen CNC-Steuerungen sind diesem Parameter unterschiedliche Buchstaben zugeordnet, z. B. on,
- Fanuc verwendet den Buchstaben K für die Anzahl der Wiederholungen.
- Haas CNC verwendet den Buchstaben L für die Anzahl der Wiederholungen.
- Fagor CNC Control verwendet den Buchstaben N für die Anzahl der Wiederholungen.
Die inkrementelle Bewegung in einem Festzyklus ist oft als Schleifenzähler nützlich, der verwendet werden kann, um den Vorgang mit einer inkrementellen X- oder Y-Bewegung zwischen jedem Zyklus zu wiederholen.
CNC-Code G81-Bohrzyklus mit G91-Inkrementalprogrammierung
G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
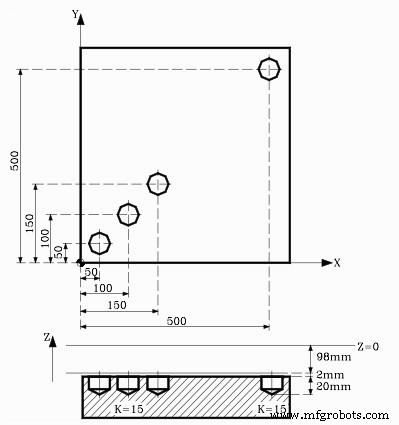
N10 T1 M6 N20 G00 G90 X0 Y0 Z0 N30 S1450 M03 N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350 N50 G98 G90 G00 X500 Y500 N60 G80 N70 G90 X0 Y0 N80 M30
Erklärung
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
K3 bedeutet, dass der Bohrzyklus G81 dreimal wiederholt wird.
G91 Inkrementalmodus bewirkt, dass sich das Werkzeug jedes Mal X50 und Y50 bewegt
Das erste Loch wird also bei X50 Y50 sein
Das zweite Loch befindet sich bei X100 Y100, weil
X100 =X50(vorheriger Wert) + X50 (Zuwachs)
Y100 =Y50(vorheriger Wert) + Y50 (Zuwachs)
Das dritte Loch befindet sich bei X150 Y150, weil
X150 =X100(vorheriger Wert) + X50 (Zuwachs)
Y150 =Y100(vorheriger Wert) + Y50 (Zuwachs)
N50 G98 G90 G00 X500 Y500
Die vierte Lochposition wird mit G90 Absoluter Programmiermodus angegeben.
Der obige Code ist nur möglich, wenn Sie den inkrementellen Programmiermodus G91 mit dem Bohrzyklus G81 verwenden, aber wenn Sie versuchen, den absoluten Programmiermodus G90 mit G81 wie oben zu verwenden, werden Sie sehen, dass das Werkzeug das Bohren an derselben Position wiederholt.
CNC-Maschine
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- Bohrgitterplatte mit G81-Bohrzyklus – CNC-Beispielprogramm
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung
- ECS G81/3 – Bohrzyklus mit 3 Schichten
- ECS G81 Standard-Bohrzyklus