


ECS G82 Bohren mit Verweilzeit für Spanbruchzyklus
ECS G82 Bohren mit Verweilzeit zum Spanbrechen
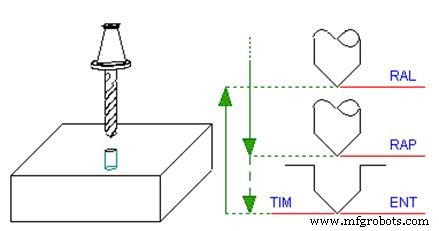
Der einzige Unterschied zwischen diesem Zyklus und dem Standard-Bohren G81 ist die Verweilzeit des Bohrers, nachdem er die Tiefenangabe (ENT) erreicht hat, um den Span zu brechen.
Der Zyklus Dateneingabe wird im MDI- und Bearbeitungsmodus durch diese Tastenfolge aktiviert:
Programmierung
G82 <ENT=..> <RAP=..> <RAL=..> <TIM=..>
Parameter
| Parameter | Beschreibung |
|---|---|
| HNO | Tiefenquote bei Arbeitsvorschub erreicht |
| RAP | Notierung im Eilgang zu Beginn des Zyklus erreicht |
| RAL | Quote am Ende des Zyklus schnell erreicht |
| TIM | Verweile beim HNO-Zitat [Sek.]. |
CNC-Maschine
- Allgemeine Tipps für die Bohrbearbeitung
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus
- ECS G89 Aufbohren mit Verweilzyklus
- ECS G87 Aufbohren mit Rückzugszyklus
- ECS G86 Bohren mit Spindelstopp-Zyklus
- ECS G85 Bohrzyklus
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle
- ECS G81/3 – Bohrzyklus mit 3 Schichten
- ECS G81 Standard-Bohrzyklus