


Grat beim Spritzgießen:Die 9 häufigsten Ursachen und wie man sie löst

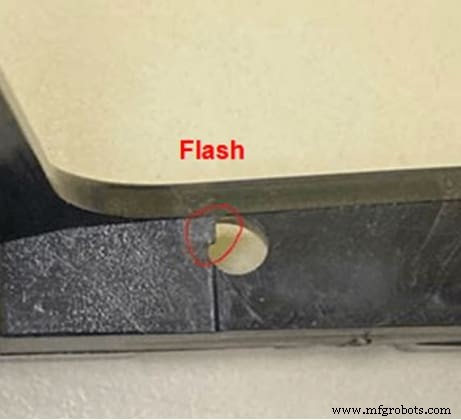
Grat ist einer der häufigsten Fehler beim Spritzgießen. Es ist die dünne Kunststoffschicht auf der Trennlinie oder einem anderen Teil, an dem zwei unterschiedliche Oberflächen der Form aufeinandertreffen und eine Grenze bilden. Solche Bereiche können einen Unterschied in der Ausdehnung und anderen Parametern erzeugen, was dazu beitragen kann, die Wahrscheinlichkeit eines Blitzes zu erhöhen.
Der Umgang mit Spritzgussgraten ist einfach, erfordert jedoch zusätzliche Ressourcen und beeinträchtigt die Gesamteffizienz des Prozesses. Darüber hinaus kann das Entgraten – manuelles oder automatisches Entfernen des Grats – die Produktqualität negativ beeinflussen und möglicherweise die Form beschädigen, was zu höheren Kosten und anderen Verlusten führt. Aus diesem Grund ist es so wichtig, den Gratfehler bei Spritzgussprojekten zu minimieren.
Um die Spritzgießgrate zu beheben, ist es wichtig, sie zuerst zu identifizieren und sie dann mit einem gezielten Ansatz effektiv anzugehen. Dies würde die schnellsten Ergebnisse sicherstellen und Ihnen helfen, den richtigen Weg zur Optimierung des Spritzgießprozesses und zur Beseitigung aller Fehler einzuschlagen.
Was ist Grat beim Spritzgießen?
Spritzgussgrat ist ein Fehler, bei dem das Teil überschüssigen Kunststoff an der Trennlinie, einer Grenze oder einem anderen Bereich aufweist, in dem sich verschiedene Formen und Bereiche der Form treffen. Im Allgemeinen ist das Anspritzen an Kunststoffformteilen an der Trennlinie am häufigsten. Aber auch andere Bereiche werden betroffen sein. Ihre Ursachen und Wirkungen bleiben unabhängig vom Standort gleich.
In der heutigen Industrie sind Grate in Formteilen üblich und die meisten Hersteller reduzieren sie erheblich, entfernen sie jedoch nicht vollständig. Der Hauptgrund sind die Gesamtkosten des Spritzgießens. Gratfreie Formen sind ziemlich teuer, aber die meisten Unternehmen finden einen Kompromiss zwischen Kosten, Qualität und Ästhetik.
Die Hauptursachen für Spritzgussgrate
Spritzgussgrate können aus einer Reihe von Gründen auftreten. Manchmal kann die Ursache des Problems mehr als eine sein. Sie können eine nicht übereinstimmende Trennlinie zusammen mit einem falschen Fluss haben, was zu den gleichen Ergebnissen führt – einem Gratfehler in Spritzgussteilen.
Es ist wichtig zu beachten, dass das Problem mit dem Flashen von Injektionsbewegungen nicht auf eine einzelne Instanz oder einen Unterprozess beschränkt ist. Flashing hat mehrere Ursachen und kann aus einer Vielzahl von Gründen auftreten, angefangen von Problemen in der Einspritzphase bis hin zu Fehlern in der Halteausrüstung oder anderen Gründen wie Viskosität, Druck oder Geschwindigkeit.
Hier sind die häufigsten Ursachen für Grate bei Kunststoffspritzgussteilen und wann sie tatsächlich auftreten.
Formgrat während der Einspritzphase
1 – Abweichungen bei der Trennlinie
Einer der Hauptgründe für die Diskrepanz zwischen Trennfugen ist das Vorhandensein von Umweltverunreinigungen wie Staub und Schmutz, die die Form offen halten können. Als Ergebnis tritt überschüssiges Material aus und verursacht einen Gratdefekt. Darüber hinaus können auch Fehler in der Form dieses Problem verursachen. Hauptsächlich breiten sich diese Mängel im Laufe der Zeit durch den Gebrauch aus. Ältere, verschlissene Werkzeuge führen zu Undichtigkeiten und das führt zu Gratbildung aufgrund einer nicht übereinstimmenden Trennlinie.
Selbst wenn Sie die perfekte Form haben und sicherstellen, dass keine Verunreinigungen vorhanden sind, kann es immer noch zu Gratbildung kommen, wenn Sie es mit falschem Schließdruck oder extrem komplexen Formen zu tun haben. Hohlräume und andere komplizierte Merkmale können den Gesamtdruck erhöhen, dem Ihre Form ausgesetzt ist, und in einigen Bereichen zu Undichtigkeiten und Defekten führen.
2 – Unsachgemäße Entlüftung
Spritzgießen ist ein komplizierter Prozess, bei dem Sie sich um die Gesamttemperatur, den Druck, Lufteinschlüsse und andere Merkmale kümmern müssen. Beispielsweise sind eingeschlossene Luftblasen ein großer Fehler in jedem Spritzgussdesign, der die allgemeinen mechanischen und Belastbarkeitseigenschaften des Teils beeinträchtigen kann. In ähnlicher Weise haben Spritzgussteile einen bestimmten Temperaturbereich für eine hervorragende Formgebung. Vents sind für den reibungslosen Betrieb all dieser Komponenten verantwortlich. Alle Probleme darin würden zu mehreren Fehlern führen, die nicht nur auf das Flashen beschränkt sind.

Schimmelpilz beim Verpacken oder Aufbewahren
3 – Niedriger Spanndruck
Flash kann sowohl während des Verpackungs- als auch des Halteprozesses auftreten. Der Verpackungsprozess berücksichtigt die Materialschrumpfung während des Abkühlens. Am besten wird der Überschuss zugegeben, während der Haltevorgang das gesamte System bis zum Abkühlen im Druckgleichgewicht hält.
In beiden Fällen muss der Spanndruck präzise sein. Eine falsche Klemmkraft kann die Trennlinie stören und dazu führen, dass die einströmende Flüssigkeit austritt und Grate verursacht.
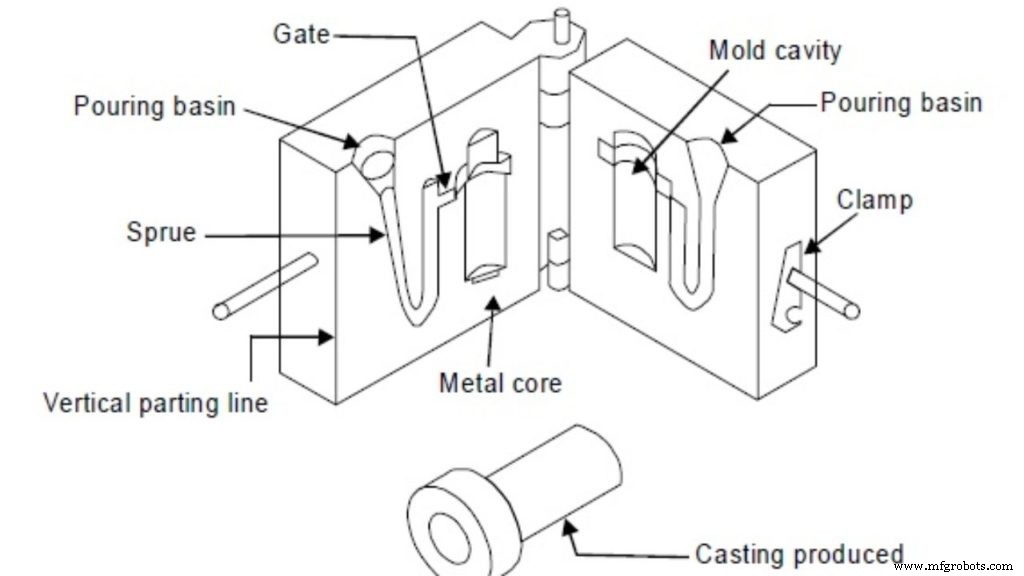
4 – Problem mit Angussbuchsen
Angussbuchsen sind Teil des Werkzeugs und für den Transport des geschmolzenen Kunststoffs in die Kavität verantwortlich. Mit der Zeit können sie die Unterstützung verlieren, um die Kraft des Injektionsdrucks aufrechtzuerhalten, und ihre Funktion verschlechtern. In solchen Fällen weisen Ihre Spritzgussteile Mängel auf, und der häufigste davon sind Grate.
Formgrat während des Prozesses aufgrund von Fließeigenschaften
Abgesehen von der Phase des Prozesses gibt es einige Elemente, die Spritzgussgrate aufgrund der Eigenschaften des Prozesses und des Flusses verursachen können. Wie viel Grat Ihr Kunststoffteil aufgrund von Prozesseigenschaften haben wird, hängt von den folgenden Prozesseigenschaften ab.
5 – Viskosität
Viskosität ist die Fließeigenschaft jeder Flüssigkeit und steht im Mittelpunkt des Spritzgießprozesses. Niedrigere Viskosität bedeutet, dass die geschmolzene Flüssigkeit leicht aus der Formform fließt und Verzerrungen in Form eines Grats aufweist. Im Allgemeinen ist diese Viskosität eine Funktion von Temperatur, Materialeigenschaften, Druck und Geschwindigkeit.
6 – Zylinder- und Düsentemperatur
Nicht nur der Druck erhöht die Viskosität und damit den Grat in Ihrem Spritzgussteil. Auch die Zylinder- und Düsentemperatur haben einen direkten Einfluss darauf. Eine höhere Temperatur macht die Flüssigkeit aufgrund der geringeren Viskosität anfälliger für Lecks und erhöht folglich die Wahrscheinlichkeit von Spritzgussgraten.
7 – Überfüllung
Jede Spritzgusskonfiguration unterliegt Beschränkungen in Bezug auf Größe und Geometrie. Wenn der geschmolzene Kunststoff überfüllt wird, würde der Einspritzdruck natürlich den Schließdruck übersteigen und Lecks verursachen. Dies würde die Wahrscheinlichkeit von Flash und anderen Fehlern erhöhen. Sie müssen jedoch beim Anpassen der Vorschubeinstellungen vorsichtig sein, da das Abkühlen den Kunststoff schrumpft und Sie kein unvollständiges Teil aufgrund eines kurzen Schusses beim Spritzgießen wollen.
8 – Hochdruck
Druck gehört zu den häufigsten Prozesseigenschaften, die die Wahrscheinlichkeit von Flash erhöhen können. Die grundlegende Physik schreibt vor, dass hoher Druck zu besseren Temperatur- und Strömungseigenschaften in einer geschlossenen Umgebung führt. Der erhöhte Druck und die daraus resultierende Erhöhung der Viskosität können mehrere Fehler verursachen, einschließlich Flash.
9 – Überverpackung
Komplexitäten im Design und komplizierte Pfade in der Form können auch Grate in Spritzgussteilen erzeugen. In engen Feldern kann sich eine begrenzte Menge geschmolzener Flüssigkeit verfestigen und den Fluss blockieren. Dadurch wird lokalisierter Druck innerhalb der Form erzeugt. Die daraus resultierenden Defekte hören nicht nur beim Blitz auf. Stattdessen müssen Sie sich mit anderen Problemen wie Verzug, ungleichmäßiger Dichte und vielen anderen verwandten Problemen befassen.
5 effektive Wege zur Gratkontrolle beim Spritzgießen
Es besteht kein Zweifel, dass das Verhindern von Blitzen sehr wichtig ist, da Blitzen viele funktionelle und ästhetische Probleme verursachen würden. Eine Gratentfernung beim Spritzgießen ist jedoch möglich.

Hier sind die 5 effektivsten Möglichkeiten, wie Sie Grate in Ihren Formteilen kontrollieren können.
Design für Herstellbarkeit
Der effektivste Weg, um sicherzustellen, dass Ihr Spritzgussteil frei von Graten ist, besteht darin, es für die Herstellbarkeit zu konstruieren. Das bedeutet, die einfachen und effektivsten Funktionen sicherzustellen, die die Funktion ausführen, anstatt sich auf komplizierte Systeme zu konzentrieren.
Um dies aus Sicht des Spritzgießprozesses besser zu verstehen, betrachten Sie die Trennfuge. Experten auf diesem Gebiet empfehlen, eine Trennlinie eher an der Kante als an der Oberfläche zu verwenden. Dies hat sowohl ästhetische als auch funktionale Vorteile, da die Trennlinie an der Kante nicht sichtbar ist. Das Design verringert auch die Wahrscheinlichkeit von Graten, da die Naht jeder Abweichung der Trennlinie entgegenwirken würde.
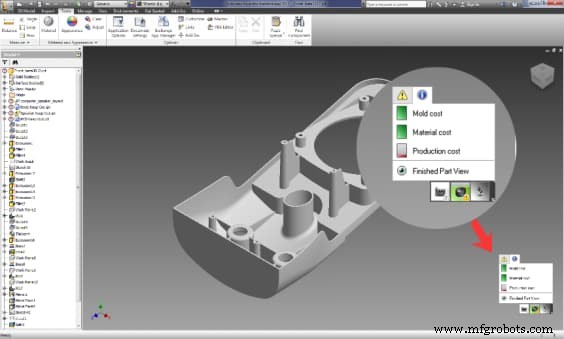
Heutzutage ist die Verwendung von DFM-Analysen ein wichtiger Bestandteil jedes industriellen Spritzgussprojekts. Es gibt spezielle Softwaretools, die die Ergebnisse effektiv simulieren und Ihnen die Fließeigenschaften zeigen und allgemeine Probleme wie Verzug, Grat und Wärmefluss beim Spritzgießen vorhersagen. Bei RapidDirect können Sie beispielsweise Ihre Teilekonstruktionsdatei auf die Online-Fertigungsplattform hochladen und erhalten dann eine kostenlose DFM-Analyse für Ihre Teile.
Injektionsrate verlangsamen
Eine weitere hervorragende Möglichkeit, Spritzgussgrate zu reduzieren, ist die Steuerung der Prozessvariablen. Die Injektionsrate hat einen direkten Einfluss auf die Viskosität, den Druck und die Temperatur, die einen Flash verursachen können. Dies ist im Allgemeinen das erste, was viele Experten tun, wenn sie sich mit Flash befassen, da die meisten Prozessvariablen mit der Injektionsrate zusammenhängen.
Spezifizieren Sie eine gratfreie Form
Eine ausgezeichnete, aber teure Möglichkeit, Grate vollständig von Ihren Spritzgussteilen zu eliminieren, ist die Verwendung einer gratfreien Form. Es garantiert die besten Ergebnisse, ist jedoch mit überhöhten Kosten verbunden, die für viele Unternehmen und Anwendungen nicht rentabel sind. Für sensible Anwendungen, bei denen Ästhetik, Funktionalität und alle anderen Elemente sehr wichtig sind und die Kosten keine Rolle spielen, ist dies vielleicht der beste Weg, um ein fehlerfreies Teil zu gewährleisten.
Richtige Formreinigung
Einer der Hauptgründe für die Fehlanpassung der Trennfugen ist die Ansammlung von Schmutz, Ablagerungen und anderen Verunreinigungen in der Form. Darüber hinaus können Mikropartikel in engen Formhohlräumen sogar eine Überfüllung verursachen, was die Gesamtdefekte in dem Teil weiter verstärkt. Wenn Sie Ihre Form sauber und gepflegt halten, können Sie die Wahrscheinlichkeit dieser Probleme minimieren und die besten Ergebnisse erzielen.
Richtige Formwartung und Prozessverbesserungen
Schließlich sind Werkzeugwartung und Prozessoptimierung etwas Wesentliches für konsistente und zuverlässige Ergebnisse. Spannkraft und -druck können manchmal die Form beschädigen und einige Verformungen hinterlassen, die mehrere Defekte im Teil verursachen können.
Ein kompetenter Partner kann Ihr Spritzgussprojekt unterstützen
Spritzgussgrate sind eine unvermeidliche Realität und der beste Weg, sie zu reduzieren, ist durch kontinuierliche Prozessoptimierung und indem man alle Anzeichen im Auge behält. Gratfreie Formen sind eine Option, haben aber den Nachteil erhöhter Kosten. Stattdessen ist es praktikabler, die häufigsten Ursachen anzugehen, indem das Design verbessert, die Formen gewartet und der Spritzgussprozess optimiert werden, um die besten Ergebnisse zu erzielen.

Der richtige Partner für Spritzgussdienstleistungen wie RapidDirect kann Ihnen dabei helfen, ohne Zeit und Ressourcen zu verschwenden. Wir sind ein ISO-zertifizierter Dienstleister, der dank unseres vielseitigen Teams und strenger Qualitätskontrollen unvergleichliche Ergebnisse bietet. Vom komplexesten Design bis zum einfachsten Element hat unser Team mit zahlreichen inländischen Unternehmen zusammengearbeitet, um jeden einzelnen Schritt der Designphase zu rationalisieren und alle Ihre Anforderungen in kürzester Zeit zu erfüllen.
Was RapidDirect auszeichnet, ist die hochmoderne DFM-Plattform, die wir bereitstellen. Über unser Online-Portal können Sie auf unsere unzähligen Designvorlagen zugreifen und sich von unserem Expertenteam unterstützen lassen, um das beste Produkt zu erstellen. Die Inbetriebnahme mit RapidDirect ist einfach. Laden Sie einfach Ihr Design mit den erforderlichen Spezifikationen und Merkmalen hoch, um ein sofortiges Angebot zu erhalten und die Zukunft der Fertigung zu erleben.
Harz
- So wird das Spritzgießen durchgeführt
- Wie werden die Spritzgusskosten geschätzt?
- Hochviskoses PEEK für Spritzguss und Extrusion
- Planen und Implementieren der Automatisierung in einer Spritzgussanlage
- Sieben Last-Mile-Lieferherausforderungen und wie man sie löst
- 4 Hauptursachen für Schaltanlagenausfälle und wie man sie vermeidet
- Die häufigsten Ursachen für Maschinenausfälle und wie man sie vermeidet
- Die wichtigsten Sicherheitsrisiken am Bau und wie man sie vermeidet
- Die wichtigsten Sicherheitsbedenken beim Lkw-Transport und wie man sie vermeidet
- Die 4 häufigsten Probleme mit CNC-Maschinen und wie man sie behebt