


Arten von Gussfehlern – Vollständige Übersicht
In diesem Artikel werden wir etwas über Gussfehler lernen und was sind die Arten von Gussfehlern .
Was sind Gussfehler?
Gussfehler :Dies ist eine unerwünschte Unregelmäßigkeit, die während des Metallgussverfahrens im Gussstück auftritt. Fehler beim Gießen von Metall können aus einer Vielzahl von Gründen oder aus einer Vielzahl von Quellen auftreten. Wir gehen in diesem Artikel auf alle wichtigen Formen von Gussfehlern ein. Einige Mängel können übersehen oder toleriert werden, während andere inakzeptabel sind und korrigiert werden müssen, damit die Teile ordnungsgemäß funktionieren.
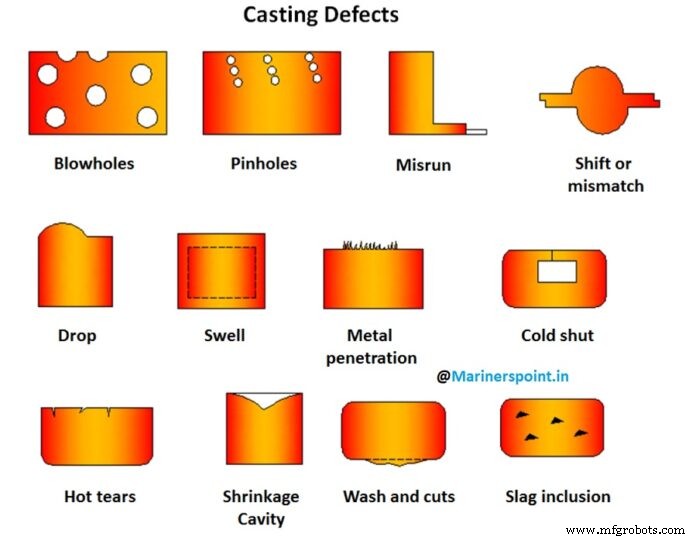
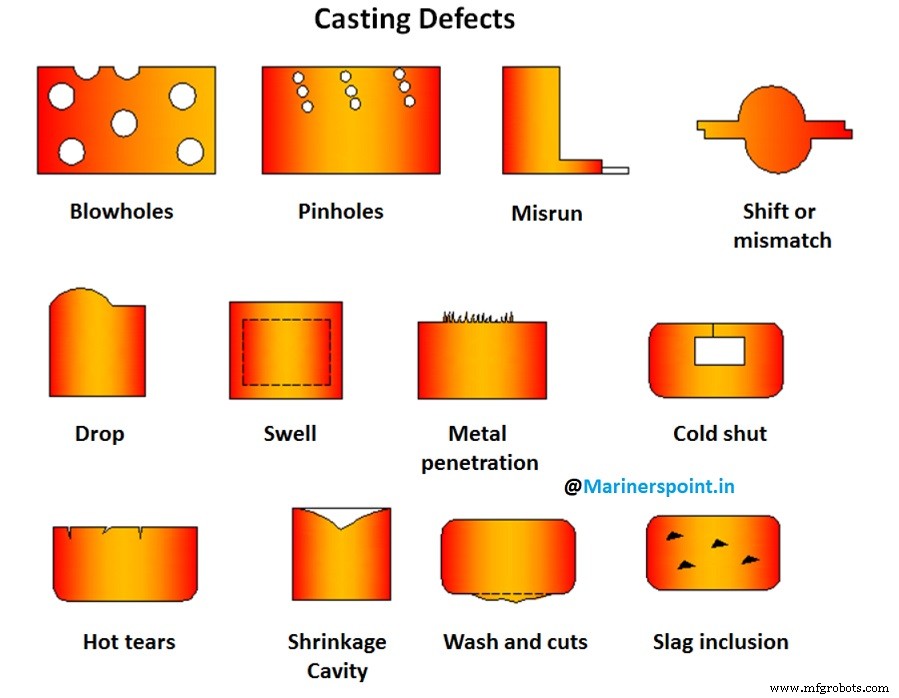
Arten von Gussfehlern
Insbesondere Sandguss unterliegt bestimmten Mängeln, die bei einem gut konstruierten Gussteil durch eine geeignete Gießereitechnik kontrollierbar, aber nicht vollständig vermeidbar sind. Allerdings sind die häufigsten Arten von Gussfehlern gefunden, ihre Ursachen und Abhilfemaßnahmen werden im Folgenden erläutert.
1. Schichten
Dies ist ein äußerer Gussfehler verursacht durch Fehlplatzierung des Kerns oder Fehlanpassung der oberen und unteren Teile des Gussstücks, normalerweise an einer Trennlinie. Fehlausrichtung von Kolben ist eine weitere wahrscheinliche Ursache für Verschiebungen.
Diese Gussfehler können verhindert werden, indem die richtige Ausrichtung des Modells oder des Formteils, der Formkästen, die korrekte Montage der Modelle auf den Modellplatten und die Überprüfung der Formkästen, Positionierungsstifte usw. vor der Verwendung sichergestellt wird.
2. Verzug
Verzug ist eine unbeabsichtigte und unerwünschte Verformung in einem Gussteil, die während oder nach der Erstarrung auftritt. Aufgrund unterschiedlicher Erstarrungsgeschwindigkeiten in verschiedenen Abschnitten eines Gussstücks werden Spannungen in angrenzenden Wänden aufgebaut, was zu einem Verzug in diesen Bereichen führt. Groß und flach
Abschnitte oder sich kreuzende Abschnitte wie Rippen sind besonders anfällig für Verzug.
Die Abhilfe besteht darin, große Bereiche mit wellenförmiger, gewellter Konstruktion zu erzeugen oder ausreichend Rippen oder rippenähnliche Formen hinzuzufügen, um in allen Bereichen gleiche Kühlraten bereitzustellen. Ein richtiges Gussdesign kann viel dazu beitragen, den Verzug des Gussteils zu reduzieren.
3. Finne
Ein dünner Metallvorsprung, der nicht als Teil des Gussstücks vorgesehen ist, wird Finne genannt. Rippen treten normalerweise an der Trennung der Form- oder Kernabschnitte auf. Falsch zusammengebaute Formen und Kerne verursachen Rippen. Eine unzureichende Beschwerung der Formen oder ein unsachgemäßes Einspannen der Kolben kann erneut die Rippe erzeugen.
Die Abhilfe liegt in der Verwendung von ausreichend Gewicht auf dem Formoberteil, damit die beiden Teile fest zusammenpassen, und dem richtigen Zusammenbau der zum Gießen verwendeten Formen und Kerne.
4. Anschwellen
Eine Quellung ist eine Vergrößerung des Formhohlraums durch Metalldruck, was zu einer lokalisierten oder gesamten Vergrößerung des Gussstücks führt. Dies wird durch unsachgemäßes oder fehlerhaftes Stampfen der Form verursacht. Um Schwellungen zu vermeiden, sollte der Sand richtig und gleichmäßig gerammt werden.
5. Lunker
Lunker sind glatte, runde Löcher, die in Form einer Ansammlung einer großen Anzahl kleiner Löcher unter der Oberfläche eines Gussstücks erscheinen. Dies sind eingeschlossene Gasblasen mit glatten Wänden. Lunker werden durch übermäßige Feuchtigkeit im Sand verursacht, oder wenn die Durchlässigkeit des Sandes gering ist, Sandkörner zu fein sind, Sand zu hart gerammt wird oder wenn die Entlüftung unzureichend ist.
Um Lunker zu vermeiden, muss der Feuchtigkeitsgehalt im Sand gut eingestellt sein, es sollte Sand mit der richtigen Körnung verwendet werden, das Stampfen sollte nicht zu hart sein und die Entlüftung sollte ausreichend sein.
6. Ablegen
Ein Tropfen tritt auf, wenn die obere Oberfläche der Form reißt und Sandstücke in das geschmolzene Metall fallen. Dies wird durch geringe Festigkeit und weiches Stampfen des Sandes, unzureichendes Fluxen von geschmolzenem Metall und unzureichende Verstärkung von Sandvorsprüngen im Oberbau verursacht. Die oben genannten Faktoren werden eliminiert, um ein Absinken zu vermeiden.
7. Schmutz
Teilweise sind Schmutz- und Sandpartikel in die Gussoberfläche eingebettet. Dies wird durch Zerbrechen der Form aufgrund unsachgemäßer Handhabung, Sandwäsche und Vorhandensein von Schlackepartikeln in der Metallschmelze verursacht.
Durch richtiges Fluxen und die Verwendung von Schmutzfängern kann verhindert werden, dass Schmutz in den Formhohlraum gelangt.
8. Wabenbildung oder Schwammigkeit
Dies sind äußere Gussfehler, die aus einer Reihe kleiner Hohlräume in unmittelbarer Nähe bestehen. Wabenbildung wird durch Schmutz oder „Schorf“ verursacht, der mechanisch in der Metallschmelze in Schwebe gehalten wird, und ist auf mangelhaftes Abschöpfen in der Pfanne zurückzuführen.
Die Abhilfe besteht darin, die Sandauswaschung zu verhindern und die in der Metallschmelze vorhandenen Schlackepartikel durch richtiges Abschöpfen in der Pfanne zu entfernen.
9. Metalldurchdringung und raue Oberfläche
Dieser Gussfehler erscheint als unebene und raue Außenfläche des Gussstücks. Das Eindringen von Metall zwischen die Sandkörner erfolgt aufgrund geringer Festigkeit, großer Korngröße, hoher Durchlässigkeit und weicher Sandstampfung. Abhilfemaßnahmen umfassen die Beseitigung der oben genannten Ursachen.
10. Sandlöcher
Sandlöcher befinden sich auf der Außenfläche oder im Inneren des Gussstücks. Sie entstehen durch loses Einspülen von Sand in den Formhohlraum und Einschmelzen in das Innere des Gussstücks oder schnelles Ausgießen der Metallschmelze. Sandlöcher werden durch ordnungsgemäße Reinigung der Form und sorgfältiges Ausgießen des geschmolzenen Metalls verhindert.
11. Nadellöcher
Pinholes sind zahlreiche kleine Löcher, normalerweise kleiner als 2 mm, die auf der Oberfläche des durch Kugelstrahlen gereinigten Gussstücks sichtbar sind. Diese Gießfehler entstehen durch Sand mit hohem Feuchtigkeitsgehalt, Absorption von Wasserstoff- oder Kohlenmonoxidgas oder wenn Stahl aus nassen Pfannen gegossen oder nicht ausreichend vergast wird.
Dieser Gussfehler kann minimiert werden, indem gute Schmelz- und Flussmittelverfahren angewendet werden, indem der Feuchtigkeitsgehalt des Formsands verringert und seine Durchlässigkeit erleichtert wird und indem eine schnelle Erstarrungsgeschwindigkeit gefördert wird.
12. Schorf
Schorf ist eine Art Vorsprung auf dem Gussteil, der entsteht, wenn ein fließender Teil der Stirnseite der Form oder des Kerns angehoben wird und Metall in einer dünnen Schicht darunter liegt. Mit anderen Worten, flüssiges Metall dringt hinter die oberflächliche Sandschicht. Krusten können als raue, unregelmäßige Vorsprünge auf der Oberfläche identifiziert werden, die eingebetteten Sand enthalten.
Diese Gussfehler werden durch die Verwendung von zu feinem Sand, Sand mit geringer Durchlässigkeit und geringem Feuchtigkeitsgehalt und durch ungleichmäßiges Stampfen der Form oder durch intermittierendes oder langsames Laufen von geschmolzenem Metall über die Sandoberfläche verursacht, wodurch eine starke lokale Erwärmung erzeugt wird.
Das Einmischen von Zusätzen wie Holzmehl, Meereskohle oder Dextrin in den Sand ist ein Schritt, der solche Gussfehler beseitigt.
13. Lunker
Lunker ist ein Hohlraum oder eine Vertiefung im Gussteil, die hauptsächlich durch unkontrollierte und willkürliche Erstarrung des Metalls verursacht wird. Dies kann auch an einer zu hohen Gießtemperatur liegen.
Diese Gussfehler können durch Anwendung des Prinzips der gerichteten Erstarrung bei der Formkonstruktion und durch vernünftigen Einsatz von Kokillen, Polstern usw. eliminiert werden.
14. Heiße Tränen (Züge)
Sie sind innere oder äußere Risse mit ausgefransten Rändern, die unmittelbar nach dem Erstarren des Metalls auftreten. Heißrisse können entstehen, wenn das Gussteil schlecht konstruiert ist und abrupte Querschnittsänderungen stattfinden, keine richtigen Verrundungen und Eckradien vorgesehen sind und Schüttelfrost falsch platziert ist. Falsche Gießtemperaturen und unsachgemäße Platzierung oder Tore und Riser und hartes Rammen können ebenfalls zu heißen Tränen führen.
Verbessertes Design, richtige gerichtete Erstarrung, gleichmäßige Abkühlgeschwindigkeit, korrekte Gießtemperaturen und Kontrolle der Formhärte verhindern Heißrisse.
15. Cold Shut und Misrun
Ein Kaltverschluss ist ein äußerer Defekt beim Gießen, der durch eine unvollständige Verschmelzung von zwei Metallströmen im Formhohlraum oder durch ungleiche zusammengefügte Abschnitte eines Modells entsteht. Diese Gussfehler können wie ein Riss oder eine Naht mit abgerundeten Kanten erscheinen. Ein fehlgeschlagener Guss ist ein Guss, dem die Vollständigkeit fehlt, da das Metall den Formhohlraum nicht füllen kann.
Die Gründe für kaltes Schließen oder Fehllauf können zu dünne Abschnitte und Wandstärken, falsches Angusssystem, beschädigte Muster, langsames und intermittierendes Gießen, schlechte Fließfähigkeit des Metalls aufgrund niedriger Gießtemperatur, falsche Legierungszusammensetzung usw. sein. Häufige Verwendung von heißerem Metall Inspektion und Austausch von Mustern und Kernkästen sowie die richtige Gestaltung des Gussstücks unter Berücksichtigung der Grundprinzipien des Angusses sind einige der Schritte, die verwendet werden können, um Kaltschluss- und Fehllauf-Gussfehler zu beseitigen.
16. Kurz gegossen
Wenn der Metallhohlraum bei einem Guss nicht vollständig gefüllt ist, wird der Defekt als zu kurz gegossen bezeichnet. Ausreichend Metall in der Pfanne bei richtiger Temperatur beseitigt diese Gießfehler.
17. Interne Lufttasche
Dies erscheint als kleine Löcher im Inneren des Gussstücks und wird durch das Gießen von kochendem Metall oder durch schnelles Gießen des geschmolzenen Metalls in die Form verursacht. Fehlerhafte und schlechte Metallqualität sowie übermäßig feuchter Sand können ebenfalls Lufteinschlüsse erzeugen. Die richtige Gießtemperatur des geschmolzenen Metalls, die richtige Qualität des Metalls und trockener Sand minimiert diesen Fehler in hohem Maße.
Schlussfolgerung
Wir haben die unerwünschten Unregelmäßigkeiten besprochen, die während des Metallgussverfahrens im Gussteil auftreten und als Gussfehler bekannt sind. Gussfehler können minimiert werden, wenn die richtige Sorgfalt und Vorsichtsmaßnahmen getroffen werden. Gussfehler wirken sich negativ auf die Gesamtproduktion aus und daher sollten angemessene Kenntnisse über die Arten von Gussfehlern vorhanden sein, um sie zu minimieren.
Industrietechnik
- Formsand:Arten und Bestandteile | Gießen | Metallurgie
- Arten von Gussfehlern | Metalle | Branchen | Metallurgie
- Was ist Casting?- Definition| Arten des Gießens
- 10 verschiedene Arten von Mustern beim Gießen
- Gussfehler:Arten, Ursachen und Abhilfen
- Schneller Prototyp für Sandguss
- Grüner Sand vs. Harz-Sandguss
- Sandguss vs. Schleuderguss
- Sandguss vs. Schmieden
- Was ist Sandguss?