


Gussfehler:Arten, Ursachen und Abhilfen
In diesem Artikel erfahren Sie mehr über Gussfehler, deren Ursachen und Abhilfe. Defekte sind ein häufiges Phänomen in jedem Engineering-Prozess. Es gibt eine solche Einschränkung bei jedem Prozess, der Fehler verursacht. Das richtige Entwerfen und Formen kann einen fehlerfreien Guss ergeben, aber aufgrund einiger Kontrollbeschränkungen und menschlicher Eingriffe treten im Allgemeinen Fehler auf. Durch die richtige Arbeitshilfe können wir Gussfehler minimieren. Im Allgemeinen hat ein richtiges Gussprodukt auch einige Mängel, daher wird in der Gießereiindustrie geforscht, um diese Mängel zu minimieren. Diese Gussfehler können durch zerstörungsfreie Prüfverfahren festgestellt werden, zu denen Ultraschallprüfung, Durchstrahlungsprüfung, Magnetpulverprüfung, Formeindringprüfung usw. gehören. Heute werde ich auf einige häufige Gussfehler, ihre Ursachen und Abhilfemaßnahmen hinweisen.
Arten von Gussfehlern:
Diese Defekte können in drei Hauptkategorien eingeteilt werden.1. Blasloch:
Es handelt sich um ein Gasloch oder einen Gashohlraum, der an der Oberfläche oder im Inneren des Gussteils auftritt. Dies liegt daran, dass aufgrund schlechter Belüftung Gas in das Gussstück eingedrungen ist. Meistens tritt es an der Oberfläche auf, die ein kreisförmiges oder ovales Gasloch bildet. Diese Defekte können nach der Bearbeitung der Oberfläche gesehen werden. Diese Defekte sind auf ein unsachgemäßes Entlüftungssystem, übermäßigen Gas- oder Feuchtigkeitsgehalt und auf eine geringe Durchlässigkeit des Sandes und eine hohe Temperatur des Sandes zurückzuführen. Dies liegt auch an der niedrigen Gießtemperatur des Metalls.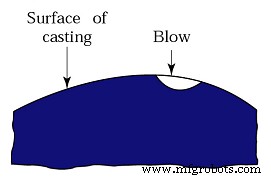
2. Narbe:
Narben treten im Allgemeinen auf einer ebenen Oberfläche auf und sind auf eine unsachgemäße Belüftung oder Sanddurchlässigkeit zurückzuführen. Der Schlag wird von der dünnen Metallschicht bedeckt.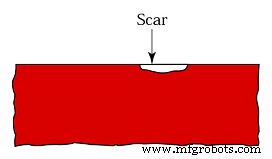
3. Schorf:
Dies wird auch als Schlackeneinschluss oder Sandeinschluss bezeichnet. Dies sieht aus wie Schlacke im Guss und ist sehr schwer zu beheben, da es im Allgemeinen nicht an einem einzelnen Punkt auftritt. Dieser Fehler tritt im Allgemeinen aufgrund einer defekten Form oder eines Kerns, einer geringen Bindekraft von Formmaterial oder Sand auf. Dies liegt auch an der geringen Durchlässigkeit von Sand.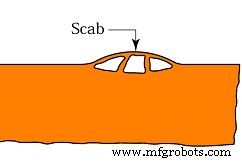
4. Durchdringung:
Dieser Defekt tritt auf, wenn die Fließfähigkeit des geschmolzenen Metalls hoch ist. Wenn die Form porös ist und nicht stark genug ist, um geschmolzenem Metall zu widerstehen, tritt dieser Defekt auf. Das flüssige Metall dringt in die Form ein und vermischt sich mit Sand. Dies ergibt eine ungleichmäßige Gussoberfläche.
5. Kalt schließen:
Es ist der Grundfehler, der im Allgemeinen auftritt. Es tritt auf, wenn das geschmolzene Metall durch zwei verschiedene Wege fließt. Wenn die beiden Ströme geschmolzenen Metalls in Kontakt kommen und sich verfestigen, bevor sie sich vollständig vermischen, bilden sich einige Blasen zwischen ihnen. Dieses Phänomen ist als Cold Shut bekannt. Es wird auch als kalte Runde bezeichnet.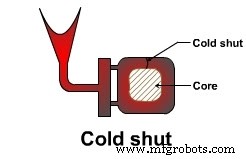
6. Diskrepanz:
Es ist aufgrund einer Nichtübereinstimmung von Cope und Drag defekt. Es wird auch als Verschiebung bezeichnet. Wenn die Cope-Verschiebung relativ zum Widerstand als Formverschiebung bekannt ist, und wenn die Drag-Verschiebung als Cope-Verschiebung bekannt ist. Dies ist auf das Springen des geschmolzenen Metalls, lose Boxstifte usw. zurückzuführen.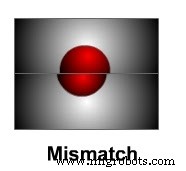
7. Fehlausführungen:
Fehlläufe sind ein Phänomen, wenn sich die gegossenen Materialien vor dem richtigen Füllen der Form verfestigen. Dies führt zu einer unvollständigen Hohlraumfüllung. Dies liegt an einer zu dünnen Wandstärke, einem ungeeigneten Angusssystem, einem langsamen Gießen, einem beschädigten Muster und einer schlechten Fließfähigkeit des geschmolzenen Metalls.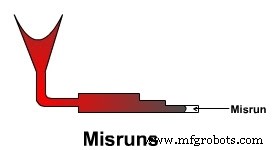
8. Heißer Riss:
Ein heißer Riss oder Riss ist im Allgemeinen nicht sichtbar, da das Gussstück nicht in Fragmente getrennt ist. Dies tritt aufgrund von ungleichmäßiger Kühlung und falscher Position von Schüttelfrost auf. Dies tritt in der Regel bei abrupten Abschnittswechseln auf. Dies tritt während der Erstarrung des Gussstücks auf, wenn der massive Teil keine ausreichende Festigkeit hat, um der Zugkraft zu widerstehen.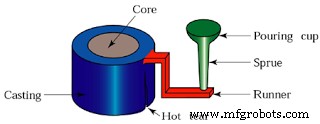
9. Schrumpfung:
Dieser Defekt entsteht im Allgemeinen während der Volumenkontraktion während der Erstarrung. Es tritt auf, wenn das flüssige Metall nicht ausreicht, um den Volumenschwund auszugleichen. Dies ist auf eine unzureichende Größe des Risers, eine unsachgemäße Erstarrungsrichtung des Gussstücks, eine unsachgemäße Anordnung von Kühlstellen oder in Anschnitten zurückzuführen.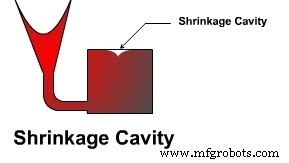
10. Schnalle:
Die Bildung einer ungleichmäßigen Linie auf der Gussoberfläche wird als Buckel bezeichnet. Es erzeugt ein Versagen der Sandoberfläche oder eine Ausdehnung der Sandoberfläche aufgrund der Hitze des geschmolzenen Metalls.11. Stiftloch:
Nadellöcher sind ähnlich wie Blaslöcher, aber kleiner. Diese sind im Allgemeinen an der Oberfläche oder unter der Oberfläche und in großer Zahl vorhanden. Dies ist auf eine unzureichende Belüftung für Gas und eine geringe Durchlässigkeit des Formmaterials zurückzuführen.12. Verzug:
Es ist der Defekt oder die Verformung in einem Gussteil, die während oder nach der Erstarrung aufgrund unterschiedlicher Erstarrungsgeschwindigkeiten verschiedener Gussteile auftritt, sodass in angrenzenden Wänden Spannungen aufgebaut werden, die zu einem Verzug in diesem Bereich führen.13. Schwellung:
Dieser Defekt wird durch unzureichende Festigkeit der Form erzeugt, wenn Metall in die Form fließt, aufgrund des Drucks des flüssigen Metalls, die Wand des Formhohlraums beschädigt wird. Es liegt auch daran, dass die Steifigkeit des Musters unzureichend ist, dann kann es dem Stampfdruck und der Beschädigung der Wand des Hohlraums nicht standhalten.
Herstellungsprozess
- Formsand:Arten und Bestandteile | Gießen | Metallurgie
- Arten von Gussfehlern | Metalle | Branchen | Metallurgie
- Defekte in stranggegossenen Stählen
- Was ist Metallguss? - Definition, Typen und Prozess
- Definition, Arten und Prozesse des Metallgusses
- Ursachen und Abhilfemaßnahmen für Unregelmäßigkeiten und Bruch des Stanzwerkzeugs
- Verschiedene Arten von Druckguss und ihre Anwendungen
- Verschiedene Arten von Schleuderguss und ihr Funktionsprinzip
- Verschiedene Arten von Schweißfehlern und Abhilfemaßnahmen
- Verschiedene Arten von Walzwerken und Defekte im gewalzten Metall