


Elektrochemische Bearbeitung:Definition, Teile oder Konstruktion, Arbeitsprinzip, Vorteile, Nachteile, Anwendung
In diesem Artikel werden wir Definition, Teile oder Konstruktion, Arbeitsprinzip, Vorteile, Nachteile und Anwendung der elektrochemischen Bearbeitung im Detail untersuchen.
Beginnen wir zunächst mit der Definition,
Elektrochemische Bearbeitung Definition:
Die elektrochemische Bearbeitung (ECM), die als nicht-traditionelle Bearbeitung bezeichnet wird, ist ein fortschrittlicher berührungsloser Umkehrgalvanisierungsprozess (ECM entfernt Material, anstatt es abzulagern). Beim ECM wird ein hoher elektrischer Strom zwischen Werkzeug und Werkstück durch eine leitfähige Flüssigkeit geleitet. Durch den hohen Strom und die leitfähige Flüssigkeit werden die Metallatome des Werkstücks ionisiert und entfernt, wodurch eine gratfreie Oberfläche entsteht.
Bei konventionellen oder traditionellen Bearbeitungsverfahren muss der Werkzeugwerkstoff härter sein als der Werkstückwerkstoff. Aber das auffällige Merkmal der elektrochemischen Bearbeitung, unabhängig von Festigkeit, Härte und Zähigkeit des Werkstückmaterials zu sein, macht es für die Bearbeitung von jedem leitfähigen Material und auch für die Bearbeitung komplexer Hohlräume in hochfesten Materialien geeignet.
Der Elektrolyseprozess ist die grundlegendste Aktivität von ECM, die auf den „Gesetzen der Elektrolyse (Galvanik) basiert “ 1833 von Faraday formuliert.
Elektrolyse ist ein chemisches Phänomen, das zwischen zwei in eine geeignete Lösung getauchten Leitern auftritt, wenn ein elektrischer Strom zwischen ihnen fließt.
In Massivleitern wird der Strom von Elektronen getragen.
In Elektrolyten wird der Strom von Atomen oder einer Gruppe von Atomen getragen. Atome werden Ionen genannt, wenn sie beim Abgeben bzw. Aufnehmen von Elektronen eine positive oder negative Ladung erhalten. Positive Ionen (Kationen) werden von der Kathode angezogen, in Richtung des positiven Stroms durch den Elektrolyten, und negative Ionen (Anionen) werden von der Anode angezogen.
Diese Anordnung von Elektroden und Elektrolyten wird Elektrolysezelle genannt.
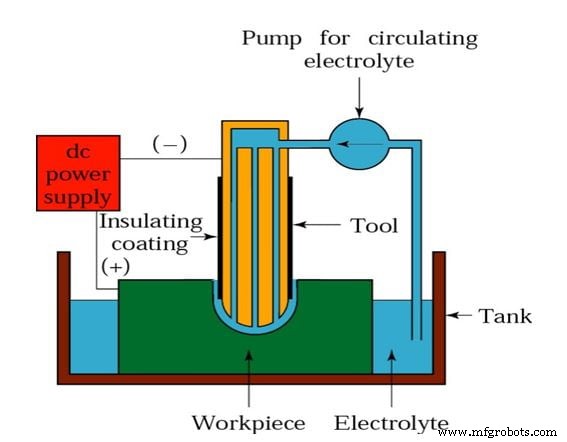
Elektrochemische Bearbeitungsteile oder Konstruktion:
Elektrochemische Bearbeitung besteht aus folgenden Hauptteilen:
- Netzteil
- Elektrolyt
- Werkstück
- Werkzeug
- Futtereinheit
- Panzer
- Werkstückhaltetisch
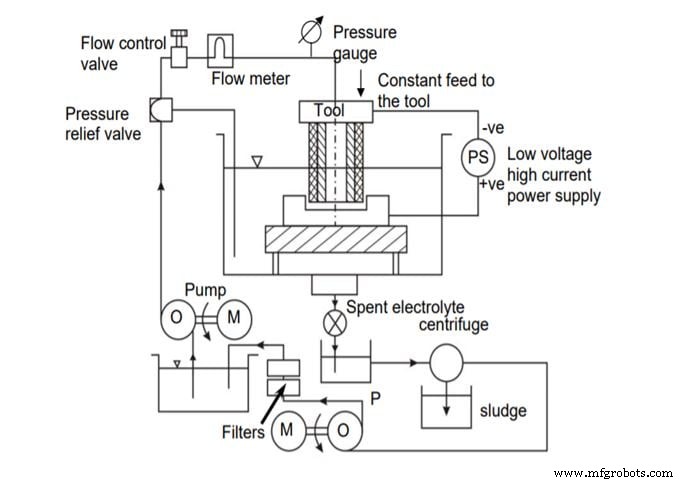
- Manometer
- Durchflussmesser
- Durchflussregelventil
- Überdruckventil
- Pumpe
- Vorratsbehälter
- Filter
- Schlammbehälter
- Zentrifuge
- Dunstabzug
- Anlage
Stromversorgung:
Die Spannung muss niedrig gehalten werden, um Kurzschlüsse zu vermeiden, da der Abstand zwischen Werkzeug und Werkstück für die hohe Tonhöhe gering ist
Materialabtragsrate ∝ Stromdichte. Daher werden für den ECM-Prozess hohe Stromwerte verwendet.
Das Folgende sind die Stromversorgungsparameter für den ECM-Prozess:
- Die Stromquelle ist im ECM elektrisch
- Typ:Gleichstrom
- Stromkapazität:50 bis 40.000 A
- Spannung klein gehalten (um Kurzschluss zu vermeiden ) :2- 35 V
Elektrolyt:
Elektrolyte sind leitfähige Flüssigkeiten und werden paritätisch mit Elektroden ausgewählt. Einige Elektrolyt-Elektroden-Kombinationen sind unten angegeben:
- Natriumchlorid (NaCl) in einer Konzentration von 20 % wird für Eisenlegierungen verwendet.
- Natriumnitrat (NaNO3) wird für Eisenlegierungen verwendet.
- Salzsäure (HCl) wird für Nickellegierungen verwendet.
Für Nickellegierungen wird eine Mischung aus Natriumchlorid (NaCl) und Schwefelsäure (H2SO4) verwendet.
Eine Mischung aus 10 % Flusssäure (HF), 10 % Salzsäure (HCl), 10 % Salpetersäure (HNO3) wird für Titan verwendet.
Natriumhydroxid (NaOH) ist für Wolframcarbid (WC).
Elektrolyte müssen folgende Eigenschaften haben:
- Hohe Leitfähigkeit
- Niedrige Viskosität
- Geringe Toxizität und Korrosivität
- Chemische und elektrochemische Stabilität für eine bessere Materialabtragsrate.
3 Funktionen des Elektrolyten sind:
- Überträgt Strom zwischen Werkzeug und Werkstück
- Entfernt das Produkt aus dem inneren Elektrodenspalt
- Entfernt die durch den Stromdurchgang erzeugte Wärme.
Elektrolytparameter in ECM sind wie folgt:
- Temperatur:20 °C – 50 °C
- Durchfluss:20 Liter/min pro 100 A Strom
- Druck:0,5 bis 20 bar
- Verdünnung:100 g/l bis 500 g/l
Werkstück:
Ein Werkstück ist ein zu bearbeitender Gegenstand, aus dem Material in die Lösung gelangt. Beim ECM wird das Werkstück zur Anode gemacht. Die Materialabtragungsrate oder Bearbeitung hängt nur vom Atomgewicht und der Wertigkeit des Arbeitsmaterials ab.
Das Werkstück kann aus jedem elektrisch leitenden Material bestehen und ist vom System isoliert, so dass kein Strom austreten oder kurzschließen kann.
Werkzeug:
Das Werkzeug wird verwendet, um Material von dem Werkstück zu entfernen. Es wird zur Kathode gemacht und mit dem Minuspol der Stromversorgung verbunden. Das Werkzeug wird unter Berücksichtigung der folgenden Eigenschaften ausgewählt und hergestellt:
- Guter Stromleiter.
- Steif genug, um die Last und den Flüssigkeitsdruck aufzunehmen.
- Chemisch inert gegenüber dem Elektrolyten.
- Leicht formbar und in die gewünschte Form bearbeitbar.
- Sollte mit großer Genauigkeit hergestellt werden
Die im Werkstück erhaltene Kavität ist die Nachbildung der Werkzeugform. Daher wird die Genauigkeit des Werkstücks nach der Bearbeitung direkt von der Genauigkeit der Werkzeugform beeinflusst.
Verfügbares Material für den Werkzeugbau :Kupfer, Messing, Titan, Kupfer-Wolfram, Edelstahl, Aluminium, Graphit, Bronze, Platin, Wolframcarbid.
Beim ECM-Prozess wird Material im Werkzeug abgelegt. Für industrielle Bearbeitungszwecke wird jedoch von der Materialablagerung abgeraten, und das in Lösung befindliche Material wird durch die Elektrolytlösung entfernt.
Das Werkzeug ist vom System isoliert, sodass kein Strom austreten oder kurzschließen kann.
Zufuhreinheit:
Der Servomotor wird verwendet, um den gesteuerten Vorschub zum Werkzeug zum Materialabtrag vom Werkstück bereitzustellen. Die Vorschubgeschwindigkeit beträgt 0,5 mm/min bis 15 mm/min.
- Panzer :Es enthält den Elektrolyten, in den Werkzeug und Werkstück eingetaucht werden.
- Werkstückhaltetisch :Der Werkstückhaltetisch hält das Werkstück fest.
- Manometer :Zeigt den Druck an, mit dem der Elektrolyt dem Werkzeug zugeführt wird.
- Durchflussmesser :Dies zeigt die Flussrate des Elektrolyts zum Bearbeitungsbereich.
- Durchflussregelventil :Hilft bei der Kontrolle der Elektrolytflussrate.
- Überdruckventil: Steigt der Druck in den Zuleitungen, öffnet das Überdruckventil und leitet den Elektrolyten zum Tank um.
Pumpe:
Die Pumpe hilft bei der Zirkulation des Elektrolyten. Die Pumpgeschwindigkeit und der Druck, mit denen Elektrolyte gepumpt werden, sollten im Voraus in Abhängigkeit von der Anwendung oder den Anforderungen des Prozesses festgelegt werden.
Daher sollte die Pumpe zum Pumpen von Elektrolyten entsprechend entschieden werden.
Vorratsbehälter :Speichert den Elektrolyten.
Filter:
Der Filter hilft beim Filtern der im Elektrolyten vorhandenen Verunreinigungen, die die Versorgungsleitungen verstopfen können.
Filter werden verwendet, um eine präzise ECM mit hoher Kosteneffizienz zu realisieren, indem die Elektrolytqualität konstant gehalten und restliche toxische Ionen aus dem Elektrolyten für Gesundheits- und Umweltschutzzwecke entfernt werden.
Schlammbehälter :Speichert den bei der Bearbeitung entstehenden Schlamm.
Zentrifugieren :Eine Zentrifuge ist ein Gerät, das die Zentrifugalkraft nutzt, um den Schlamm vom Elektrolyten zu trennen.
Dunstabzug :Ein Dunstabzug ist ein Gerät, das einen Lüfter mit Unterdruck verwendet, um Dämpfe und Staub aus dem Gehäuse zu ziehen.
Anlage :Das gesamte ECM-System ist in einem Gehäuse untergebracht, damit die beim Bearbeitungsprozess entstehenden giftigen Dämpfe die Umwelt und den Bediener nicht beeinträchtigen.
Funktionsprinzip der elektrochemischen Bearbeitung:
Nehmen wir als Beispiel die Bearbeitung eines Eisenwerkstücks. Das Eisenwerkstück wird im Werkstückhaltetisch montiert.
Das Werkzeug wird nahe an das Werkstück herangeführt. Die beiden Elektroden eingetaucht in die elektrolytische Lösung von NaCl (Kochsalzlösung).
Die Kathode (Werkzeug) und die Anode (Eisenwerkstück) werden jeweils mit dem Minus- und dem Pluspol der Stromversorgung (normalerweise etwa 10 V) verbunden.
Der Elektrolyt aus dem Vorratsbehälter wird mit Hilfe einer Umwälzpumpe kontinuierlich durch die Bohrung im Werkzeug strömend in den Spalt zwischen Werkzeug und Werkstück gepumpt.
Das Werkzeugvorschubsystem schiebt das Werkzeug zum Werkstück vor.
Reaktionen an der Anode werden anodische Reaktionen genannt. Reaktionen an der Kathode werden katholische Reaktionen genannt.
Grundreaktionen für Natriumchlorid-Elektrolyt:
- Dissoziation von Natriumchlorid:NaCl ————→ Na + + Cl –
- Dissoziation von Wasser:H2 O ————→ H + + OH –
Kathodische Reaktionen:Wasserstoffionen nehmen Elektronen von der Kathode (Werkzeug) weg, um H2 zu bilden Benzin.
- 2H + + 2e – ————→ H2 ↑
Nur H2 An der Kathode entwickelt sich Gas. Die Elektrodenform bleibt während des Elektrolyseprozesses unverändert, was das wichtigste Merkmal des ECM-Prozesses ist.
Anodische Reaktionen:
- Eisen tritt als Eisenionen aus dem Werkstück (Anode) aus
- Fe ————→ Fe ++ + 2e –
- Reaktion im Natriumchloridelektrolyten
- Na + + OH – ————→ NaOH
- Fe ++ + 2OH – ————→ Fe(OH)2 ↓
- Fe ++ + 2Cl – ————→ Fe(Cl)2 ↓
Fe(OH)2 , Fe(Cl)2 werden als Schlamm ausgefällt. Das Werkstück wird aufgrund dieses kontrollierten anodischen Auflösungsprozesses auf atomarer Ebene schrittweise bearbeitet, um eine hervorragende Oberflächengüte und eine spannungsfreie Oberfläche zu erzielen.
Es gibt keine Beschränkungen bezüglich der Geometrie der Werkzeugform. Zunächst ist der Spalt zwischen Werkzeug und Werkstück ungleichmäßig. Nach der Bearbeitung ist der Spalt über die gesamte Länge des Werkstücks gleichmäßig (0,1 mm bis 2 mm) und wird als solcher durch die entsprechende Werkzeug- oder Werkstückvorschubgeschwindigkeit beibehalten.
Die Breite des Spalts tendiert allmählich zu einem stationären Wert, und unter solchen Bedingungen ist der erhaltene Hohlraum die Nachbildung der Werkzeugform.
Der Schlamm aus dem Tank wird entnommen und mit der Zentrifuge vom Elektrolyten getrennt.
Der Elektrolyt wird, nachdem er den Filtrationsprozess in Filtern durchlaufen hat, erneut in den Vorratstank transportiert, um für den Bearbeitungsprozess gepumpt zu werden.
So funktioniert die elektrochemische Metallbearbeitung. Jetzt werden wir Vorteile untersuchen.
Vorteile der elektrochemischen Bearbeitung:
Die folgenden Vorteile der elektrochemischen Bearbeitung ist:
- Komplexe und konkave Krümmungsteile können einfach mit konkaven und konvexen Werkzeugen hergestellt werden.
- Komplexere Geometrien können mit einer einzigen angeschlossenen CNC-Maschine hergestellt werden.
- Da der Werkzeugverschleiß vernachlässigbar ist, kann dasselbe Werkzeug zur Herstellung einer unendlichen Anzahl von Bauteilen verwendet werden.
- Da kein direkter Kontakt zwischen Werkzeug und Werkstoff besteht, entstehen keine Kräfte und Eigenspannungen.
- Eine hervorragende Oberflächengüte wird ohne thermische Beschädigung durch Auflösung auf atomarer Ebene erzeugt
- Es entsteht weniger Wärme.
Nachteile der elektrochemischen Bearbeitung:
Die folgenden Nachteile der elektrochemischen Bearbeitung ist:
- Der salzhaltige (saure) Elektrolyt kann Korrosion des Werkzeugs, Werkstücks und der Ausrüstung verursachen.
- Hoher spezifischer Energieverbrauch.
- ECM kann nur elektrisch leitfähige Werkstoffe bearbeiten.
- Es kann nicht für weiches Material verwendet werden.
- Eine große Produktionsfläche ist erforderlich.
- ECM wirft Gesundheits- und Umweltbedenken auf.
Elektrochemische Bearbeitungsanwendung:
Die folgende Anwendung der elektrochemischen Bearbeitung ist:
- Elektrochemische Bearbeitung wird zum Senkerodieren und Lochkonturieren verwendet.
- Schleifen durch Kombination mit Schleifprozessen (unter Verwendung der negativ geladenen Schleifscheibe), um Material zu entfernen. Der Prozess wird auch als elektrochemisches Schleifen bezeichnet.
- Schneiden von Hohlräumen, Bohren von tieferen und sogar unregelmäßig geformten Löchern in komplexe Strukturen wie Turbinenschaufeln von Strahltriebwerken.
- Trepanieren (durch Verwendung einer Werkzeugelektrode mit einem Hohlraum) und Mikrobearbeitung zur Herstellung von Mikrokomponenten, da ECM eine spannungsfreie und gute Oberflächenbeschaffenheit bietet, die in der Nanofabrikation und Nanotechnologie weit verbreitet ist.
- Profilierung und Bearbeitung komplexer Profile wie Dampfturbinenschaufeln innerhalb geschlossener Grenzen.
Video zur elektrochemischen Bearbeitung:
Industrietechnik
- Honprozess:Definition, Teile oder Konstruktion, Arbeitsprinzip, Vorteile, Anwendung [Notizen mit PDF]
- Wasserstrahl- und abrasive Wasserstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektronenstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Laserstrahlbearbeitung :Prinzip, Arbeitsweise, Ausstattung, Anwendung, Vor- und Nachteile
- Schleifstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallschweißen:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektrochemische Bearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektroschlackeschweißen:Prinzip, Arbeitsweise, Anwendung, Vor- und Nachteile
- Schmiedeschweißen:Prinzip, Arbeitsweise, Anwendung, Vor- und Nachteile