


Grundlagen, Methoden und Trend des Umspritzens
Overmolding ist derzeit eine der beliebtesten und fortschrittlichsten Rapid-Tooling-Methoden, die ein erhebliches Potenzial für Produktionskosten, Zykluszeiten und neue Designmöglichkeiten für die Produktherstellung bietet. Dank der vielfältigen Designvorteile von 2K-Spritzgussprodukten findet es breite Anwendung in Mobiltelefonen, Stiftherstellung, Automobilen, Haushaltsgeräten, Handwerkzeugen und Gebrauchsgütern usw.
Dieser Artikel stellt hauptsächlich die Entwicklung und den Trend der Overmolding-Technologie vor und stellt insbesondere vor, wie die Prototypenfertigung von Kleinserien in der Produktentwicklungsphase für 2K-Overmolding-Teile realisiert werden kann.
Was ist Umspritzen?
Umspritzen ist das Spritzgussverfahren, bei dem ein einzelnes Teil durch die Kombination von zwei oder mehr verschiedenen Materialien hergestellt wird. Das erste Material wird im Allgemeinen als Substratmaterial bezeichnet, dessen Teile oder vollständig von nachfolgenden Materialien bedeckt sind (umspritzte Materialien).
Das Spritzgießen wurde zuerst verwendet, um das Erscheinungsbild von Konsumgütern zu verschönern, und ist heute sehr beliebt. Die Technologie wird in einer Vielzahl von Anwendungen eingesetzt und kann sogar verwendet werden, um die Produktfunktionalität zu verbessern, wie z. B. Verbesserung der chemischen Beständigkeit, Bereitstellung elektrischer Isolierung, dauerhafte Griffigkeit, weicheres, weicheres Anfassen usw.
Es gibt hauptsächlich 2 verschiedene Arten des Herstellungsprozesses von umspritzten Produkten.
a. Weiches Material überspritzt hartes Material :Das übliche Material beim Mehrfachspritzguss ist das thermoplastische Elastomer (TPE), das auf dem Substratmaterial verwendet wird (wie ABS (Acrylnitril-Butadien-Styrol), PC, PC/ABS, PA und SAN). Das üblicherweise verwendete TPE ist SEBS, TPE-V, TPE-U, TPE-E und TPE-A. Diese „Soft Cladding“-Produkte haben verbesserte Funktionen wie Isolierung, chemische Beständigkeit, bessere Ergonomie, besseren Griff, bessere Griffigkeit und überlegene Ästhetik.
b. Hartes Material überspritzt hartes Material :Eine weitere Anwendung ist sekundäres Umspritzen von Materialien, die ebenfalls Hartplastik sind. Zum Beispiel starrer geformter Kunststoff mit Metalleinsatz oder transparenter starrer geformter Kunststoff mit nicht transparenten Teilen. Normalerweise ist die Fehlerquote bei der transparenten 2K-Spritzgussproduktion sehr hoch, was den Kontrollprozess vor große Herausforderungen stellt.
Verfahrensarten des Umspritzens:2-K-Spritzguss und Zwei-Schuss-Spritzguss
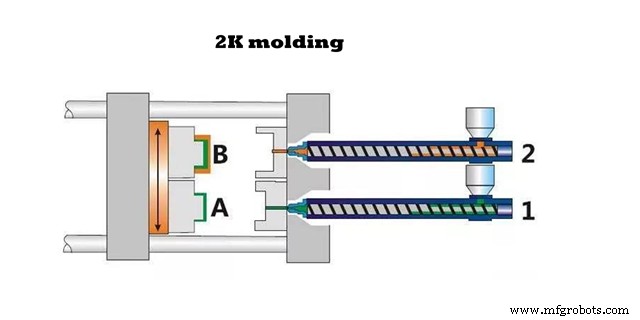
2K-Spritzguss (zweifarbig) (aus zwei Komponenten gebildet) hat einen zweistufigen Prozess, was bedeutet, dass eine Materialeinspritzung auf einer 2K-Spritzgießmaschine in Produkte umgewandelt wird und dann auf der 2K-Maschine durch Umdrehen der Form und Springen zu einer anderen Note im Kunststoffrohr des entsprechenden Formhohlraums. Das Teil wird als Inserts verwendet, Spritzguss auf einem anderen Material, um die Integration von Produkten aus zwei Materialien zu bilden. Die Spritzgießmaschine ist entweder der Doppelzylinder oder der Doppelformhohlraum, der Spritzgießprozess gibt zwei Arten von Materialprodukten gleichzeitig in der Produktion frei. In der Zwischenzeit wird das hergestellte Produkt als Einlage verwendet, die eingefügt wird.
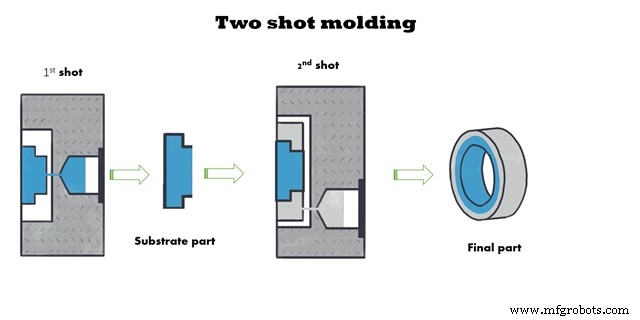
Ein weiteres ist das Zwei-Schuss-Spritzgießen , das heißt, es fertigt ein Materialteil auf einer Spritzgießmaschine und das Materialteil als Einlegeteil in eine andere Form und spritzt dann das zweite Material ein. Insert Moulding (der Branchenname lautet Wrapping, Secondary Injection Moulding):Beim Insert Moulding wird es zunächst als starres Teil (normalerweise ein Hartplastikteil) hergestellt und in den Formhohlraum eingebettet. Anschließend wird dieses Bauteil mit TPE spritzgegossen und erhält schließlich das fertige Produkt. Herkömmliche Spritzgießmaschinen können zum Umspritzen verwendet werden. Die Platzierung starrer Teile kann durch manuelle oder mechanische Arme erfolgen. Üblicherweise können die beschichteten Metallteile nur so verwendet werden.
Die Haftfestigkeit der umspritzten Teile
Physikalische Methode: durch Schnallendesign, Oberflächenwalze, Oberflächenklopfen und dann die zweite Art von Material, um t zu erreichen Das Gehäuse wird direkt geformt (Abdeckung). Charakteristisch für die rein stoffschlüssige Verbindung nach diesem Verfahren ist, dass die stoffliche Verbindung stark haftend ist, während die stoffliche Verbindung nach außen wenig haftend ist.

Chemische Methode: verbinden die beiden Materialien durch die molekulare Affinität zwischen zwei Materialien und die Bindungsstärke der Chemikalie, um ein einzelnes Teil, zwei oder mehr zu bilden.
Obwohl die Verfahren der physikalischen Klammer und des Klebens in praktischen Anwendungen oft zusammen verwendet werden, ist es offensichtlich, dass das Realisieren des Klebens zwischen den beiden Materialien ein zuverlässigeres und flexibleres Verfahren ist. Diese starke chemische Bindung besteht aus der gegenseitigen Löslichkeit, Durchdringung, Durchdringung und Verschränkung von Molekülen oder Molekülketten.

Vier Arten von Umspritzungen
Es sind vier gängige Umspritzungstypen erhältlich.
- Kunststoff über Kunststoff – Sowohl das Substrat als auch der über das Substrat gegossene Kunststoff sind Kunststoffe. Das Material der Kunststoffteile sollte den gleichen oder einen ähnlichen Schmelzpunkt haben.
- Plastik über Metall – Das Substrat ist Metall. Ein Metallteil, CNC-bearbeitet, gegossen oder geschmiedet, wird zuerst in die Form gelegt, und dann wird der Kunststoff über das Metallteil gegossen. Wussten Sie, dass Sie Metalleinsätze in Kunststoffteile formen könnten?
- Elastomer über Kunststoff – Das Substrat sollte aus hartem Kunststoff sein. Elastomere können weiche Materialien wie Gummi und Polyurethan sein.
- Elastomer über Metall – Das Substrat ist Metall. Ein Metallteil, CNC-bearbeitet, gegossen oder geschmiedet, wird zuerst in die Form gelegt, und dann wird das Elastomer über den Griff gegossen
Allerdings können nicht alle Materialien umspritzt werden. Wenn Sie beispielsweise nur wenige Prototypen herstellen möchten, konnten wir kaum durchsichtige Elastomere finden, die mit dem Material selbst oder anderen Harzarten geformt werden können.
Wie stellt man die besten Overmolding-Produkte her?
1. Materialoption:Es gibt hauptsächlich 3 Schlüsselfaktoren, die die molekulare Bindung von TPE/Hartplastik-Material beeinflussen.
1) Die Polarität von TPE-Material ist ähnlich der von Hartplastik (andernfalls wäre es im Schmelzzustand weder wechselseitig lösbar noch durchlässig und durchdringend);
2) Die Oberflächenspannung von TPE-Material ist geringer als die von Hartplastik (andernfalls könnte sich die TPE-Schmelze nicht auf der Oberfläche des Hartplastikeinsatzes verteilen);
3) Wenn die TPE-Schmelze entlang der Hartkunststoffoberfläche in den Formhohlraum fließt, wird während des Kühlvorgangs Wärme freigesetzt, die die Hartkunststoffoberfläche schnell und effektiv schmelzen kann, um eine dünne, durchdringende Schicht zu bilden.
2. Das 7-fache Nachschlagewerk zum Umspritzen
1) Das 2K-Spritzgießen ist besser als das Zwei-Schuss-Spritzgießen (Mehrfachspritzgießen).
2K-Werkzeugvorteile: Der erste Schuss Hartplastik-Spritzguss ist noch heiß und gelangt dann sofort in die zweite Kavität der 2K-Spritzgießmaschine. Da während des Transfervorgangs keine Feuchtigkeit aufgenommen wird; Einerseits kann es leicht durch die Hochtemperatur-TPE-Schmelze auf der Oberfläche abgetragen werden, um eine ultradünne Schicht zu erzeugen, und andererseits gibt es keinen Effekt der Wasserdampfadsorption auf der Oberfläche.
2) Wählen Sie so weit wie möglich innerhalb des zulässigen Bereichs des TPE-Materials eine höhere Temperatur des Zuführungszylinders (Schmelze), da das TPE sonst nicht genügend Wärme hätte, um die Oberfläche des harten Kunststoffmaterials abzutragen.
3) Beim Umspritzen des zweiten Schusses sollte der Formhohlraum aus hartem Kunststoff besser eine hohe Formtemperatur annehmen, um Wärmeenergie zuzuführen. Wenn harte Kunststoffe eine hohe Temperatur erreichen, kühlt die TPE-Hochtemperaturschmelze langsam ab, sodass sie genügend Wärme und Zeit hat, um den harten Kunststoff abzutragen und eine unlösliche, ultradünne Schicht zu bilden.
4) Im zweiten Schritt des Umspritzens sollte möglichst schnell TPE-Schmelze mit hoher Schussgeschwindigkeit ausgestoßen werden, unter der Prämisse, dass keine TPE-Flugkante auftritt.
a. Bei hoher Schussgeschwindigkeit hat die TPE-Schmelze eine kurze Ausbreitungszeit auf der Hartplastikoberfläche und eine längere Zeit, um die Hartplastikoberfläche während des Formzyklus abzutragen.
b. Reibung zwischen TPE und harter Kunststoffoberfläche führt zu Reibung und Wärmeentwicklung. Daher kühlt die Temperatur der TPE-Schmelze auch langsam ab, mit einer längeren Zeit für den Kontakt und die Ablation der harten Kunststoffoberfläche.
c. Aufgrund der schnellen Schussgeschwindigkeit wird die Viskosität der meisten TPE-Schmelzen geschert, während sie dünn werden, was zu einer Abnahme der Oberflächenspannung führt, die der Ausbreitung auf der harten Kunststoffoberfläche förderlich ist.
5) Vermeiden Sie Feuchtigkeitsaufnahme oder Anlaufen auf der harten Kunststoffoberfläche, insbesondere beim Zwei-Schuss-Spritzgießen. In bestimmten Fällen ist dies durch den Übertragungsprozess wahrscheinlicher.
6) Nylon 66, die Absorption von Oberflächenfeuchtigkeit führt zur Bildung und Adsorption von Wassermolekülen, um Wasserstoffbrückenbindungen zu bilden, TPE kann keine effektiven intermolekularen Bindungen mit den Oberflächenmolekülen aus hartem Kunststoff bilden, und die natürliche Bindungsstärke nimmt ab. Beschichtetes Polaritäts-Hartplastik-TPE ist sicherlich auch eine Polaritätsformel, achtet nicht auf Feuchtigkeitsbeständigkeit, beeinträchtigt gleichzeitig die Kohäsionswirkung.
7) Achten Sie auf das Problem des Waschzylinders in der frühen Phase der Testmaschine
a. Zuvor mit PVC beschichtet
b. Früher war es eine Maschine, die Hartgummi herstellte
Drei Vorteile des Umspritzens
Es gibt drei Hauptgründe, warum Sie Overmolding für Ihr Design verwenden sollten.
Bessere Ästhetik
Wenn Sie ein Kunststoffteil mit mehreren Farben oder verschiedenen Oberflächenveredelungen herstellen möchten, ist das Umspritzen ein ideales Verfahren. Unterschiedlich farbige oder strukturierte Komponenten können miteinander umspritzt und zu einem Teil mit nahtlos verbundenen Farben und Oberflächen geformt werden. Beispielsweise kann ein durchsichtiges Harzteil mit einem schwarzen Harzteil übergossen werden, um eine Fahrzeuglinse zu bilden; und mit Kunststoff umspritzte Metalleinsätze sehen besser aus als die Einsätze, die manuell in die Kunststoffteile eingesetzt werden.
Bessere Montage
Zwei oder mehr zusammengeformte Komponenten passen besser als zwei Komponenten, die separat hergestellt und dann zusammengebaut werden, da während des Umspritzungsprozesses der Kunststoff, der über das Substrat aufgetragen wird, geschmolzen und dann auf dem Substrat ausgehärtet wird, wodurch eine festere Baugruppe entsteht .
Benutzerfreundlicher
Die Verwendung von Elastomeren wie Gummi oder Polyurethan über einem harten Kunststoff- oder Metallteil macht es für den Endverbraucher angenehmer. Die Metallteile und Hartplastik sind für die menschliche Hand nicht sehr angenehm, das Hinzufügen einer weichen Schicht auf Hartplastik- oder Metallteilen kann die Textur der Teile weicher machen und somit die Teile benutzerfreundlicher machen.
Drei Methoden zur Implementierung eines Overmolding-Produktprototyps
Aufgrund der komplexen Struktur von 2K-Spritzgussformen erfordert der Produktentwicklungsprozess einen längeren Zyklus und höhere Kosten. Wenn wir in der Produktentwicklungsphase nur einen oder mehrere Sätze von Prototypen herstellen, müssen wir dann den 2K-Spritzguss oder den Zweikomponenten-Spritzguss bestehen? Hier sind Leitansätze, die in unserem Rapid-Prototyping-Service weit verbreitet sind, wie folgt:
1.3D-Drucktechnologie
Zweifarbige FDM-3D-Drucker gibt es schon lange. Im Allgemeinen ist der 3D-Druck mit zwei Sprinklerköpfen ausgestattet, um Materialien mit unterschiedlichen Farben zu drucken, um das Modell der Zweifarbenmischung zu realisieren. Allerdings gibt es noch große Einschränkungen bei der Materialauswahl. Einige 3D-Drucker können zwar mehrfarbige transparente Teile drucken, haben aber eine grobe Konstruktion, eine niedrige Auflösung, eine schlechte Textur und können sogar als „pixelig“ bezeichnet werden. Daher ist der 3D-Druck mit polychromatischen Merkmalen und Aussehensprototypen noch ein langer Weg.

2. Werkzeugumspritzung aus Silikon
Urethanguss ist ein gängiges Verfahren für das Prototyping in Kleinserien. Und es hat einen herausragenden Vorteil für die Produktion von Overmolding-Prototypen.
Das Silikon-Werkzeuggussteil kann genau den Spezifikationen des Kunden entsprechen, unabhängig davon, was es in Bezug auf Farbe, Textur und glänzende Oberfläche, Umspritzen und Umspritzen oder sogar optisch klar betrifft. Es eignet sich hervorragend für die Probeproduktion von Teilen mit komplexen Prozessstrukturen, die direkt aus der Form entnommen werden können, wodurch das Teil leicht aus der Form entnommen werden kann, ohne dass der Entformungswinkel entworfen werden muss, und bietet eine Standard-Bearbeitungstoleranz von ± 0,15 mm/100 mm , mit der höchsten Präzision, die ± 0,05 mm erreichen kann. Die komplexe Struktur kann direkt aus der Form entnommen werden.

Darüber hinaus ist auch die Materialauswahl reichlich vorhanden, mit mehreren Materialien, um die Herstellung von Urethan-Gussteilen zu erleichtern. Materialien mit bestimmten Eigenschaften ähneln Kunststoffen in Produktionsqualität wie ABS, PMMA, PC, PP, PA, Weichgummi und umfassen schlagfest, hochtemperaturbeständig (120 °C) oder feuerbeständig (UL94-V0).
Formenbau: Der Prozess des Umspritzens von Silikonwerkzeugen umfasst hauptsächlich die Herstellung von Urmustern, die Herstellung von Silikonformen und das Vakuumgießen. Unter Verwendung von Silikonformen können wir viele Arten von Umspritzungsprodukten herstellen, wie z. B. mit Gummi übergossenes Hartplastik, mit Hartplastik übergossenes Hartplastik und transparentes übergossenes nicht transparentes Plastik.

Prozesskontrolle: Die Lage des Anschnitts und die Gestaltung des Entlüftungslochs der Silikonform ist eine große Schwierigkeit bei der Herstellung der Silikonumspritzform. Erstens muss der Anschnitt entfernt von der Erscheinungsoberfläche des Produkts positioniert werden, und es ist eine ausreichende Fließfähigkeit erforderlich, damit das Material die Form füllen kann. Zweitens müssen die Position und die Anzahl der Lüftungsöffnungen oft mehrmals angepasst werden, insbesondere wenn der transparente Teil hergestellt wird, führt die schlechte Luft zu offensichtlichen Mängeln im Aussehen. Schließlich die Schrumpfung der beiden Materialien und die Verformung während der Nachhärtung.

3. CNC-Bearbeitung + Oberflächenbehandlung
Die CNC-Bearbeitung von 2K-Prototypen erfordert normalerweise viel Nachbearbeitung, um die Zweifarben- oder Mehrfachkombination von Materialien zu erreichen.

Seine Merkmale sind schnelle Geschwindigkeit, mit hoher Maßgenauigkeit und Aussehensqualität. Die Möglichkeiten des Umspritzens von Materialien sind groß, nahezu alle technischen Kunststoffe und Metallwerkstoffe können verarbeitet werden. Nach dem Polieren und anderen Oberflächenbehandlungen kann der Produktionseffekt mit dem spritzgegossenen Produkt vergleichbar oder sogar höher sein.

Derzeit wird die Mainstream-Prototypenfertigung von Overmolding-Produkten noch immer von CNC dominiert. Natürlich hat auch die Silikonform große Fortschritte gemacht. Üblicherweise wird die Bearbeitung des Overmolding-Prototyps durch eine Kombination von CNC- und Silikonwerkzeug-Overmolding-Verfahren realisiert.
Neue Fortschritte in der Overmolding-Technologie
Durch die Beobachtung der wichtigen internationalen Ausstellungen in den letzten Jahren wurden europäische und amerikanische Hersteller im Bereich des Mehrfarben-Spritzgusses zur „Kombinations“-Präsentation mehrerer grundlegender Spritzgusstechnologien befördert. Abgesehen von den traditionellen mehrfarbigen Produkten wie Autoscheinwerfern, Klimaanlagenverkleidungen, Fernsehrahmen usw. gibt es eine neue Anwendung wie z. , StackMold, 2K+IML+IMA+StackMold, Zweifarbenspritzgießen und Zwischenschichtspritzguss, all diese neuen AP können mit nur einer Spritzgussmaschine erreicht werden.
Infolgedessen erhält die Mehrfarben-Spritzgusstechnologie immer mehr Aufmerksamkeit. Was wir nicht nur brauchen, um die Multicolor-Technologie zu präsentieren, sondern sie auch mit anderen Technologien kombinieren müssen, um Früchte mit höherer Effizienz zu schaffen, ist, dass die Industrie das Ziel in der nächsten Phase herausfordern muss.
WayKen verfügt über umfassendes Know-how auf dem Gebiet des Umspritzens. In letzter Zeit haben wir große Fortschritte bei der Kleinserien-2K-Silikonform von zweifarbigen transparenten Autolampenteilen gemacht. Kontaktieren Sie uns und erhalten Sie ein sofortiges Angebot, um die Produktionszeit und -kosten für Ihr Umspritzprojekt zu reduzieren.
Industrietechnik
- Formpressen vs. Spritzgießen:Was ist der Unterschied?
- Vergleich der 3 Hauptformverfahren
- Vor- und Nachteile des Duroplast-Spritzgießens
- Der Entwicklungsstand und Trend des Edelstahl-Feingusses
- Die Bedeutung der Spritzgusstechnik
- Spritzguss-Prototypen – die praktischste und kostengünstigste Lösung
- Die effektive Leistung des Schnellspritzgießens
- Spritzguss-Auswerferstifte:Arten und Überlegungen
- Die Grundlagen des kundenspezifischen Fräsens und Drehens
- Die Grenzen des Kleinserien-Spritzgusses