


Vermeiden von Fließlinien in Formteilen
 Muster eines Wirbeleffekts aus einem Nylonmaterial mit gelbem Farbstoff. Die Wahl eines vorcompoundierten Harzes hätte dem Kunden geholfen, dieses Problem zu vermeiden.
Muster eines Wirbeleffekts aus einem Nylonmaterial mit gelbem Farbstoff. Die Wahl eines vorcompoundierten Harzes hätte dem Kunden geholfen, dieses Problem zu vermeiden.
Basketballspieler, die keinen Schuss verfehlen können, könnten sagen, dass sie in the zone sind . Ein Psychologe beschrieb dieses Phänomen – Flow finden – als ein Zustand produktiven Engagements, das oft als das Geheimnis des Glücks bezeichnet wird.
Das Auffinden von Fließlinien in Spritzgussteilen führt jedoch zu unzufriedenen Konstrukteuren und Kunden. Das gilt insbesondere, wenn Fließlinien auf Teilen für medizinische Geräte, Automobilanwendungen oder Konsumgüter sichtbar sind, Branchen, die stark auf Spritzguss angewiesen sind.
Fließlinien sind Oberflächenunregelmäßigkeiten, Wellenmuster oder ein welliger Effekt, vielleicht mit einer etwas anderen Farbe, der in Spritzgussteilen auftreten kann.
Die gute Nachricht ist, dass Fließlinien nur ein ästhetisches Problem sind und nicht die Festigkeit oder strukturelle Integrität eines Teils beeinträchtigen, das wie beabsichtigt funktioniert.
Besser noch, Designer und die Hersteller ihrer Teile haben Möglichkeiten, Fließlinien zu reduzieren und ihr Ziel zu erreichen, hochwertige Kunststoffteile zu erstellen.
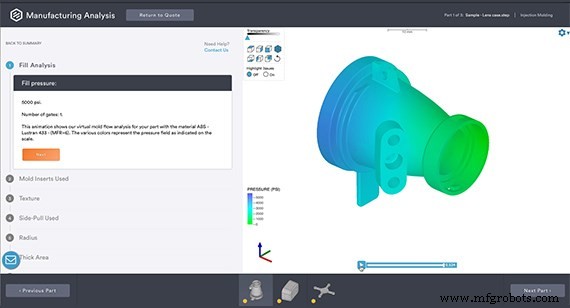 Die DFM-Analyse (Design for Manufacturing) von Protolabs hebt automatisch dünne und dicke Bereiche in Ihrem CAD-Modell hervor, was hilfreich sein kann Beginnen Sie Diskussionen darüber, wie Sie einen gleichmäßigen Fluss durch die Form sicherstellen können.
Die DFM-Analyse (Design for Manufacturing) von Protolabs hebt automatisch dünne und dicke Bereiche in Ihrem CAD-Modell hervor, was hilfreich sein kann Beginnen Sie Diskussionen darüber, wie Sie einen gleichmäßigen Fluss durch die Form sicherstellen können. Mit dem Strom schwimmen
Bevor Sie über dieses Design und andere Überlegungen sprechen, denken Sie daran, dass Kunststoffspritzguss ein Herstellungsprozess ist, bei dem Harzpellets in einen geschmolzenen Zustand erhitzt werden und dieses geschmolzene Material gemäß den digitalen Anweisungen, die in den Computer programmiert sind, der den Formprozess antreibt, in ein Metallwerkzeug gespritzt wird (die Form). Nach dem Abkühlen haben Sie ein fertiges thermoplastisches Teil in Produktionsqualität.
Während des Spritzgießprozesses entstehen Fließnähte am häufigsten, wenn flüssiger, geschmolzener Kunststoff, der durch das Werkzeug fließt, mit bereits abgekühltem Kunststoffmaterial in Kontakt kommt.
Das passiert eher, wenn heißer Kunststoff von Bereichen der Form mit dickeren Wänden zu denen mit dünneren fließt, wo der Kunststoff bereits abgekühlt und gummiartig geworden ist. Eine gleichmäßige Wandstärke kann dazu beitragen, eine angemessene Materialflussrate sicherzustellen, sodass Kunststoff in dünnen Bereichen nicht abkühlt, bevor er dickere Abschnitte vollständig ausfüllt.
Da einige Teile nicht durchgehend die gleiche Dicke haben können, tragen allmähliche – statt drastische – Änderungen zwischen dick- und dünnwandigen Bereichen dazu bei, Unterschiede im Materialfluss zu vermeiden, die Fließlinien verursachen können. Die Design for Manufacturing (DFM)-Analyse von Protolabs hebt automatisch dünne und dicke Bereiche in Ihrem CAD-Modell hervor, was dazu dienen kann, Diskussionen darüber anzuregen, wie diese Abweichungen verringert werden können.
Eine andere Möglichkeit, geschmolzenen Kunststoff im Fluss zu halten, besteht darin, scharfe Innenecken mit 90-Grad-Kanten in Ihrem Formdesign zu vermeiden. Es ist besser, Ecken wie eine sanfte Biegung in einem Fluss zu gestalten. Der Kunststoff rundet Ecken leicht ab und folgt den Radien in diesen Kurven, um die Form gleichmäßiger zu füllen.
Einige Kunden fügen ihrem Design Rippen oder dünne vertikale Wände hinzu, wodurch im Grunde genommen ein Skelett innerhalb des Teils entsteht, um die strukturelle Integrität von Spritzgussteilen zu erhöhen. Rippen, die über ein Teil verteilt sind, können auch als Fließkanäle dienen, damit der Kunststoff schneller und einfacher von einer Seite zur anderen gelangt.

Das reibungslose Mischen von kundenspezifischen Farbstoffen ist auch wichtig, um Fließlinien in Formteilen zu vermeiden.
Auswahl von Materialien zur Verbesserung des Harzflusses
Jeder Kunststoff verhält sich im Spritzgussverfahren etwas anders. Diejenigen mit niedrigeren Schmelztemperaturen und geringerer Viskosität, wie Polyethylen und Polypropylen, fließen leicht und füllen Formen glatter und gleichmäßiger.
Andere, wie Polycarbonate, sind klebrig und wären eine schlechte Wahl für dünne Teile, da es schwierig ist, sie dazu zu bringen, eine Form richtig zu füllen. ABS-Thermoplaste liegen in der Mitte und funktionieren für einige Anwendungen.
Kunststoffe sind jedoch nicht austauschbar. Einige Teile müssen stark oder flexibel sein, während andere stoß- oder chemikalienbeständig sein müssen. Angesichts der großen Vielfalt an heute verfügbaren Kunststoffen kann ein anderes Material derselben Familie mit einem besseren Schmelzindex oder einer besseren Viskosität eine Option sein, um Fließlinien zu vermeiden und ein besseres Teil herzustellen.
Vermeidung von Fließlinien vor der Produktion
Erfahrene Mitglieder des Spritzgussteams können Fließlinien und andere Probleme lösen, bevor sie Kundenteile aus einer neuen Form herstellen. Bediener können mehrere Parameter am Gerät anpassen, um Fließlinien zu reduzieren. Dazu gehören die Erhöhung der Einspritzgeschwindigkeit des Materials, das in das Teil gelangt, die Erhöhung der Temperatur des Materials oder die Erhöhung des Fülldrucks. Bevor Ihr Harz in die Form gelangt, kann die digitale Formflusssimulation von Protolabs erkennen, wenn eine Änderung der Dicke eines Teils oder der verwendete Kunststofftyp den Materialfluss in der Form verbessern und die Produktion bei sicheren Druckniveaus ermöglichen würde.
Ein digitaler Hersteller wie Protolabs kann fertige Teile in nur einem Tag mit kostengünstigen Aluminiumwerkzeugen für Spritzgussteile herstellen, mit einer kostensparenden Option, vom Prototyping zur On-Demand-Fertigung überzugehen. Ein Angebot mit kostenloser Designanalyse eines Teils ist innerhalb weniger Stunden verfügbar.
Industrietechnik
- Datenfluss
- Von elektrisch zu elektronisch
- Konventioneller versus Elektronenfluss
- AZL und IKV erforschen thermoplastische Bänder in Spritzgussteilen
- 6 Gründe, sich für bearbeitete Teile gegenüber Formteilen zu entscheiden
- Vermeiden von Workarounds für die Werkzeughaltung
- Wärmebehandlung von präzisionsgefertigten Teilen
- Was ist eine PCB-Übertragungsleitung?
- Metallpolieren in einer Welt von 3D-gedruckten Teilen
- GD&T-Toleranzen in der Teilefertigung