


Extrusion vs. CNC-Bearbeitung von Aluminium:Was ist kosteneffizienter?
Wenn Ingenieure Aluminiumteile beschaffen, besteht die erste Wahl häufig darin, das Profil zu extrudieren oder aus einem massiven Block zu bearbeiten. Beide Methoden liefern qualitativ hochwertige Ergebnisse, ihre Kosten und idealen Anwendungen unterscheiden sich jedoch deutlich. Die Auswahl des falschen Prozesses kann die Kosten pro Teil stillschweigend in die Höhe treiben, bevor die erste Einheit ausgeliefert wird.
In diesem Leitfaden werden die Hauptunterschiede zwischen Extrusion erläutert und CNC-Bearbeitung , erklärt, wohin das Geld in jedem Prozess tatsächlich fließt, und zeigt, wie eine hybride Extrusionsbearbeitung funktioniert Mit dieser Strategie können die CNC-Kosten gesenkt werden, ohne dass die Präzision darunter leidet. Ganz gleich, ob Sie ein neues Profil entwerfen oder einen bestehenden Workflow überprüfen:Dies sind die Informationen, die Sie benötigen.

Den Kernunterschied zwischen Extrusion und CNC-Bearbeitung verstehen
Bei beiden Verfahren handelt es sich um ausgereifte, bewährte Techniken für die Bearbeitung von Aluminium, sie dienen jedoch unterschiedlichen Designzielen und Produktionsszenarien.
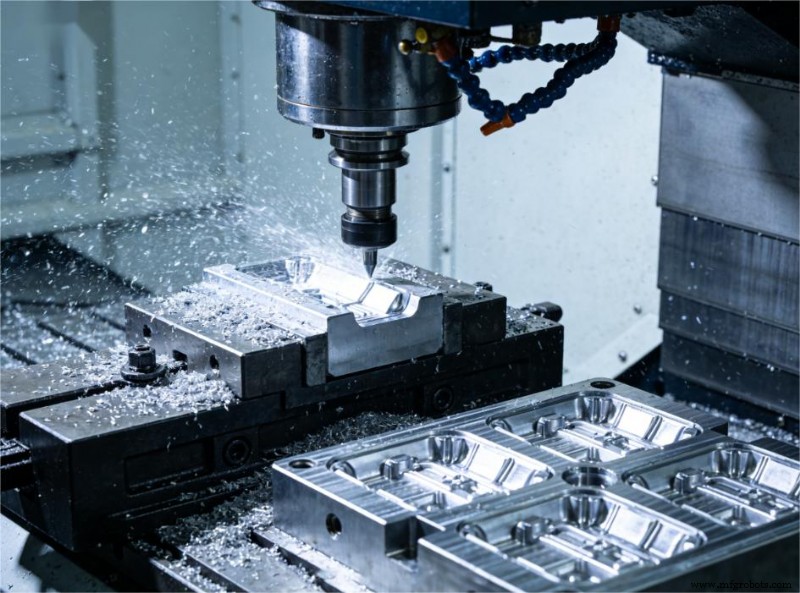
- CNC-Bearbeitung: CNC-gesteuerte Schneidwerkzeuge entfernen Material von einem Aluminiumbarren, bis die gewünschte Form erreicht ist. Es kann praktisch jede Geometrie mit engen Toleranzen aufnehmen, aber das entfernte Material wird zu Spänen und Ausschuss.
- Metallextrusion: Ein endkonturnaher Formungsprozess, bei dem erhitztes Aluminium durch eine spezielle Stahlmatrize gepresst wird. Der Querschnitt wird direkt geformt, wodurch lange, durchgehende Profile mit minimalem Materialverlust entstehen.
CNC-Bearbeitungskosten vs. Extrusionskosten:Wohin fließt das Geld?
Der Kostenunterschied zwischen den beiden Methoden ist in der Angebotsphase möglicherweise nicht offensichtlich, wird jedoch während der Produktion deutlich. Zu den wichtigsten Treibern gehören:
- Materialabfall: Bei der CNC-Bearbeitung entsteht eine große Menge an Aluminiumspänen, die nie Teil des endgültigen Bauteils werden. Bei komplexen Querschnitten kann das Buy-to-Fly-Verhältnis hoch sein – die Ausgangsrohlinge können ein Vielfaches mehr wiegen als das fertige Teil. Beim Extrudieren hingegen wird die nahezu fertige Form aus der Matrize erzeugt, was die Materialausnutzung erheblich verbessert.
- Werkzeug- und Einrichtungsgebühren: CNC erfordert Vorrichtungen, Werkstückhalterungen und verderbliche Schneidwerkzeuge, die häufig ausgetauscht werden müssen. Für die Extrusion ist im Voraus eine maßgeschneiderte Stahldüse erforderlich – eine Anfangsinvestition, die sich auszahlt, da die Düse Tausende von Teilen mit minimalen zusätzlichen Werkzeugkosten verarbeiten kann.
- Zykluszeiten: Ein Extruder kann meterlange Profile pro Minute zuführen. Die Bearbeitung eines komplexen Querschnitts aus einem massiven Block erfordert viele Durchgänge und Werkzeugwechsel, was die Maschinenzeit verlängert und die CNC-Kosten direkt in die Höhe treibt.
Diese Faktoren prägen das Gesamtkostenbild für jedes Teil. Die folgende Tabelle fasst den Vergleich der beiden Prozesse in Bezug auf die wichtigsten Kostendimensionen zusammen.
| Kostenfaktor | Metallextrusion | CNC-Bearbeitung aus dem Vollen |
|---|---|---|
| Vorabinvestition | Mittel (Matrizenkosten) | Niedrig (kein spezielles Werkzeug) |
| Materialverwendung | Hoch (near-net-shape) | Niedrig (erheblicher Ausschuss) |
| Kosten pro Teil bei hohen Stückzahlen | Normalerweise niedriger | Oft höher für profilbasierte Teile |
| Skalierungsgeschwindigkeit | Schnell | Langsamer |
Die Hybridstrategie:Wie die Extrusionsbearbeitung die Gesamtkosten senkt
In der Praxis ist die reine Extrusion oder reine Zerspanung selten der wirtschaftlichste Ansatz. Es handelt sich um eine intelligente Mischung – die Extrusionsbearbeitung – die die CNC-Kosten senkt und gleichzeitig die Flexibilität bei den Maßen beibehält.
- Near-Net-Shape-Effizienz: Beginnen Sie mit einem extrudierten Profil, das bereits den grundlegenden Querschnitt – Kanäle, Flansche, innere Hohlräume – erfasst und so den größten Teil des Materialabtrags eliminiert, der sonst auf der CNC-Maschine anfallen würde.
- Gezielte Sekundärbearbeitung: Wenden Sie CNC nur dort an, wo es notwendig ist – Gewindebohrungen, präzise Passflächen, Bohrungen mit engen Toleranzen oder Merkmale, die nicht durch die Gesenkgeometrie bereitgestellt werden – und reduzieren so sowohl Zeit als auch Kosten.
- Das Fazit: Mit einem extrudierten Profil zu beginnen bedeutet, dass die Maschine mit einer nahezu endgültigen Form beginnt. Die Bearbeitungszeit verkürzt sich, der Werkzeugverschleiß verringert sich und die Kosten pro Teil sinken erheblich, indem die Dimensionsflexibilität der CNC mit der Materialeffizienz der Extrusion kombiniert wird.

Auswahl der richtigen Herstellungsmethode
Die optimale Wahl hängt von der Teilegeometrie, dem Produktionsvolumen und den Toleranzanforderungen ab. Beachten Sie die folgenden Richtlinien.
Wann Sie Extrusion für Ihre Metallteile verwenden sollten
- Konsistente Querschnitte: Das Teil behält über seine gesamte Länge die gleiche Form – typische Beispiele sind Kühlkörper, Rahmen, Strukturschienen, Gehäuse oder Gleitkanäle.
- Mittlere bis hohe Lautstärke: Die Extrusion wird wirtschaftlicher, sobald sich die Werkzeugkosten amortisiert haben – die Kosten pro Teil sinken mit zunehmendem Volumen deutlich.
- Materialeffizienz hat Priorität: Wenn die Rohaluminiumkosten das Budget bestimmen, bietet die endkonturnahe Produktion einen echten Vorteil.
- Profilbasierte Oberflächenmerkmale: Rippen, Rillen, Hohlprofile und ähnliche Geometrien passen natürlich zur Extrusionsdüse.
Wann sollte die CNC-Bearbeitung eingesetzt werden?
- Vollständig 3D-Geometrie: Teile ohne konstanten Querschnitt – wie Gehäuse mit Taschen auf mehreren Flächen oder Halterungen mit zusammengesetzten Kurven – eignen sich besser für CNC.
- Ungleichmäßige Querschnitte: Bauteile, deren Form entlang der Achse erheblich variiert, erfordern subtraktive oder Gussverfahren.
- Hochkomplexe interne Funktionen: Die Mehrachsen-CNC zeichnet sich durch tiefe Taschen, Hinterschnitte, schräge Bohrungen und komplizierte Innenkanäle aus.
- Enge Toleranzanforderungen: CNC ist in der Regel zuverlässiger bei sehr engen Abmessungen oder Positionstoleranzen über mehrere Merkmale hinweg. Die thermischen und prozessbedingten Schwankungen der Extrusion schränken die genaue Positionskontrolle ein.
- Geringe Stückzahlen oder Prototypen: Für Kleinserien-Prototypen ist CNC flexibler und kosteneffektiver, da dadurch Werkzeuginvestitionen vermieden werden.
Die folgende Tabelle stellt die gängigsten Designparameter nebeneinander dar.
| Teileparameter | Besser für die Extrusion geeignet | Besser für die CNC-Bearbeitung aus dem Vollen geeignet |
|---|---|---|
| Querschnitt | Gleichmäßig/konsistent entlang der Länge | Variiert oder vollständig 3D |
| Volumen | Mittel bis hoch | Niedrig bis mittel |
| Wandstärke | Dünne, gleichmäßige Wände | Variable Wandstärke |
| Enge Präzisionstoleranz | Erreichbar mit sekundärer Bearbeitung | Direkt erreichbar |
Bereit, Ihre Fertigungsstrategie zu optimieren?
Die Wahl des richtigen Prozesses von Anfang an ist die effektivste Möglichkeit, Kosten und Durchlaufzeiten zu kontrollieren. Die beste Methode hängt von Geometrie, Toleranz und Volumen ab.
Wenn Sie ein neues Design prüfen oder sich nicht sicher sind, ob Extrusion oder CNC-Bearbeitung am besten geeignet ist, kontaktieren Sie JTR für eine kostenlose Herstellbarkeitsprüfung und ein Angebot.
Verwandte Leitfäden
Industrietechnik
- Design for Assembly und seine Verwendung in der Produktherstellung
- Enträtseln der Herausforderung des Threading
- Bosch trägt Software zur Common Vehicle Interface Initiative (CVII) bei
- VietnamWood 2019:Globale Fachmesse für Holzbearbeitung und CNC-Werkzeuge – Ho-Chi-Minh-Stadt
- Trigonometrische Ableitungen
- MFD-Kondensator:So erhalten Sie ein tiefgreifendes Verständnis der MFD-Bedeutung
- Praktische 3D-Anzeige generiert durch Holographie und Lichtfeldtechnologie
- Die Bedeutung eines Anlagenlayouts zur Verbesserung Ihres betrieblichen Fertigungsprozesses
- Wie viele Details benötigen Zeichnungen für eine genaue Fertigungsschätzung?
- Meine Perspektive auf 30 Jahre ISO-Qualität