


Beherrschung der Blisk-Produktion mit 5-Achsen-Dreh-Fräs-Verbundbearbeitung
Der Blisk, ein Verbund aus Turbinenschaufeln und -scheibe, ist von zentraler Bedeutung für moderne Gasturbinen und Flugzeugtriebwerke. Seine komplizierte Geometrie und die strengen Maßtoleranzen machen es zu einem der anspruchsvollsten Bauteile bei der Bearbeitung mit konventionellen Methoden, was zu hohen Ausschussraten, beschleunigtem Werkzeugverschleiß und kostspieligen Produktionsverzögerungen führt.
Die 5-Achsen-Dreh-Fräs-Verbundbearbeitung kombiniert die gleichzeitige 5-Achsen-Bearbeitung mit integrierten Dreh-Fräsfunktionen und ermöglicht es Herstellern, die Kernschwierigkeiten Dünnwandverformung, Materialhärte, Interferenzrisiko und kumulative Spannfehler anzugehen.
In diesem Artikel untersuchen wir die Haupthindernisse bei der Präzisions-Blisk-Fertigung, veranschaulichen, wie die 5-Achsen-CNC-Technologie sie überwindet, und präsentieren eine reale Fallstudie von JTR Machine. Egal, ob Sie Luft- und Raumfahrtingenieur oder Produktionsleiter sind, dieser Leitfaden zeigt Ihnen, wie Sie hochpräzise Blisks in großen Stückzahlen effizient produzieren.

Was ist ein Blisk und warum ist er in der Luft- und Raumfahrt wichtig?
Eine Blisk (Bladed Disk) vereint Turbinenschaufeln und die Scheibe zu einem einzigen Teil und macht herkömmliche Schwalbenschwänze oder Schrauben überflüssig. Diese Integration reduziert das Gewicht, verbessert die aerodynamische Effizienz und verringert das Risiko eines mechanischen Ausfalls – was Blisks sowohl für zivile als auch militärische Triebwerke, Hubschraubertriebwerke und Gasturbinen zur Stromerzeugung unverzichtbar macht.
Mit steigenden Anforderungen an die Motorleistung steigt auch der Bedarf an präzisen Blisk-Komponenten. Allerdings erschweren gerade die Merkmale, die Vorteile bieten – verdrehte Klingen, enge Kanäle und ultradünne Wände – auch die Bearbeitung mit Standardwerkzeugen.

Bevor Lösungen vorgeschlagen werden, ist es wichtig, die vier Hauptprobleme bei der Herstellung von Schaufelscheiben zu verstehen:Struktur, Material, Präzision und Prozessineffizienz.
1. Enge Kanäle und hohes Interferenzrisiko
Blisks haben enge Passagen zwischen den verdrehten Schaufeln. Werkzeugkollisionen kommen häufig vor und erfordern eine erweiterte Bahnplanung und die RTCP-Fähigkeit (Tooltip Following) einer Maschine. Ohne 5-Achsen-Steuerung können Werkzeughalter auf die Klingenoberflächen treffen und Ausschuss oder Schäden verursachen.
Störungen während der Bearbeitung sind eine der Hauptursachen für die Ablehnung von CNC-Programmen. Präzise Simulations- und Kollisionsvermeidungsstrategien sind daher zwingend erforderlich.
2. Dünnwandverformung
Die Klingenwände liegen typischerweise zwischen 0,5 mm und 2 mm. Unter Schnittkräften verformen sie sich, klappern und prallen zurück, wodurch die Oberflächengüte und die Toleranzkontrolle beeinträchtigt werden. Die Verformung dünner Wände ist besonders stark, wenn mit Titanlegierungen oder Superlegierungen auf Nickelbasis gearbeitet wird, bei denen die Schnittkräfte hoch sind.
Rattern verschlechtert nicht nur die Oberflächenqualität, sondern beschleunigt auch den Werkzeugverschleiß.
3. Schwer zu schneidende Materialien
Gängige Blisk-Materialien – Superlegierungen auf Nickelbasis (Inconel718, Waspaloy) und Titanlegierungen (TC4, Ti6Al4V) – sind außergewöhnlich fest, haben eine schlechte Wärmeleitfähigkeit und erzeugen hohe Schnitttemperaturen. Dies führt zu schnellem Werkzeugverschleiß, Durchbrennen und Festkleben.
Spezielle Schnittparameter, Werkzeugbeschichtungen und Wärmemanagement sind erforderlich. In herkömmlichen Prozessen wird Werkzeugverschleiß zu einem großen Kostentreiber.
4. Höchste Präzisionsanforderungen
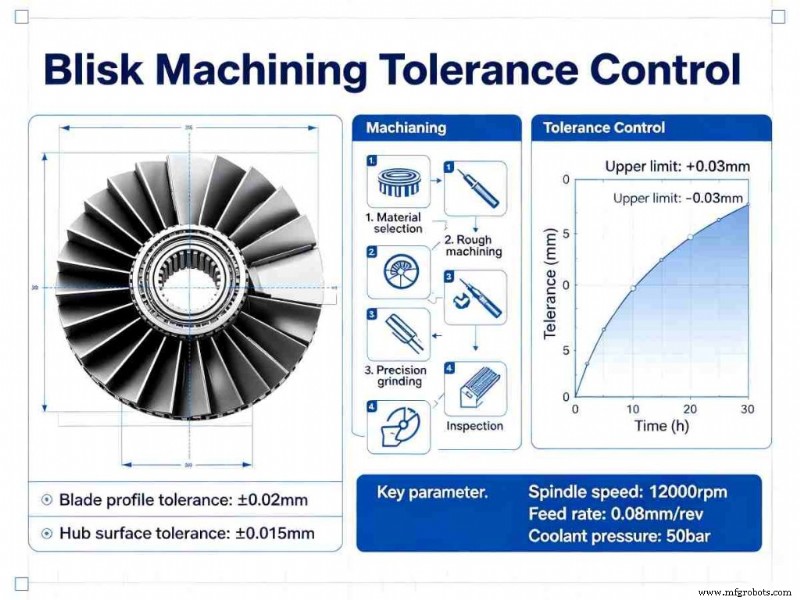
Typische Blattprofiltoleranzen betragen ±0,003 mm, während die Oberflächenrauheit unter Ra≤0,8 µm bleiben muss. Das Erreichen dieser Spezifikationen erfordert einen kontinuierlichen, reibungslosen Werkzeugeingriff – was mit 3-Achsen-Maschinen oder mehreren Aufspannungen unmöglich ist.
Hochpräzise Bearbeitung testet die dynamische Stabilität und Kontrolle einer Maschine.
5. Kumulierte Fehler durch Mehrfachspannung
Herkömmliche Arbeitsabläufe umfassen fünf oder mehr Aufspannungen:Drehen des Rohlings, Fräsen der Klinge, Bohren, Schleifen und Polieren. Jede Neupositionierung führt zu Positionierungsfehlern und untergräbt die endgültige geometrische Toleranz.
Selbst bei Präzisionsvorrichtungen machen kumulative Fehler die Toleranzkontrolle unzuverlässig, wenn Teile zwischen Maschinen bewegt werden.
6. Zusätzliche Herausforderungen
- Werkzeugvibrationen und Rattern von Werkzeugen mit langem Hals bei der Bearbeitung tiefer Kavitäten
- Schwierigkeiten beim Reinigen von Ecken und Übergangsbereichen
- Große thermische Verformung bei längerer Verarbeitung
Diese Probleme erklären, warum herkömmliche Methoden den modernen Anforderungen der Luft- und Raumfahrt nicht genügen. Die Branche benötigt einen grundlegenden Wandel – die 5-Achsen-Dreh-Fräs-Verbundbearbeitung sorgt für diesen Wandel.
Wie die 5-Achsen-Dreh-Fräs-Verbundbearbeitung Blisk-Herausforderungen löst
5-Axis Turn-Mill Compound Machining vereint 5-Achsen-Simultanbearbeitung mit Turn-Mill-Technologie und löst so jedes Problem mit deutlichen Vorteilen.
1. Durch einmaliges Spannen werden kumulative Fehler vermieden.
Durch die Integration von Drehen, Fräsen, Bohren und anderen Vorgängen in einer einzigen Maschine erfolgt die gesamte Bearbeitung mit einer einzigen Aufspannung. Dadurch werden Positionierungsfehler beseitigt, die bei mehreren Setups auftreten, und eine gleichbleibende Genauigkeit gewährleistet.
2. 5-Achsen-Verbindung überwindet Interferenzen und komplexe Geometrie
Duale A/B-Rotationsachsen in Kombination mit RTCP ermöglichen eine freie Neigung und Drehung des Werkzeugs und ermöglichen den Zugriff auf enge Kanäle und komplexe gekrümmte Oberflächen ohne Kollision. Durch die richtige CAM-Programmierung wird die Vermeidung von Interferenzen automatisiert.
3. Präzise Steuerung erfüllt extrem hohe Toleranzen
Moderne Zentren verfügen über Gitterlineale mit vollständig geschlossenem Regelkreis und KI-gesteuerter Wärmekompensation. Die Echtzeitanpassung für thermische Drift und Werkzeugverschleiß garantiert eine Profiltoleranz von ±0,003 mm und eine Oberflächenrauheit Ra≤0,8 µm, selbst in nicht temperaturkontrollierten Werkstätten.
4. Optimiertes Schneiden reduziert Werkzeugverschleiß und Verformung
Angepasste Schnittparameter und Werkzeugwegstrategien – wie trochoidales Schruppen und Schlichten mit konstanter Spanlast – minimieren Schnittkräfte und Temperatur. Trocken- oder Mikroschmierung schützt das Werkzeug zusätzlich und reduziert die Verformung dünner Wände.
5. Effizienzsteigerung und Kostensenkung
Im Vergleich zu herkömmlichen Methoden verkürzen sich die Zykluszeiten um 60 % und mehr. Weniger Maschinen, weniger Handhabung und eine höhere Ausbeute beim ersten Durchgang führen zu niedrigeren Kosten pro Teil und ermöglichen eine wirtschaftlich sinnvolle Massenproduktion.

Fallstudie:5-Achsen-Dreh-Fräslösung von JTR Machine für die Blisk-Produktion aus Titanlegierung
Das 5-Achsen-Dreh-Fräszentrum von JTR Machine demonstriert die praktischen Vorteile dieser Technologie.
Projekthintergrund
Ein inländischer Hersteller von Luft- und Raumfahrtmotoren musste Blisks aus Titanlegierung (Φ320 mm, 12 Blätter) in Massenproduktion herstellen. Zu den Anforderungen gehörten eine Profiltoleranz ≤ ± 0,003 mm, eine Oberflächenrauheit Ra ≤ 0,6 µm und eine Charge von 120 Stück pro Jahr. Der herkömmliche 3-Achsen-plus-Dreh-Workflow umfasste fünf Aufspannungen, was zu geringer Effizienz, einer Häufung von Fehlern und verpassten Lieferterminen führte.
Lösungsübersicht
JTR Machine setzte sein 5-Achsen-Dreh-Fräszentrum ein, das mit A/B-Doppelrotationsachsen, Gitterlinealen mit geschlossenem Regelkreis und AI-Wärmekompensation ausgestattet ist. Eine hydraulische Vorrichtung sorgte für eine einmalige Klemmung mit Innenlochpositionierung.
Prozessablauf:
- Schruppbearbeitung: Drehen des Außenkreises und der Stirnfläche, anschließendes Schruppfräsen der Schaufelkanäle mit Hochleistungs-Hartmetallwerkzeugen.
- Endbearbeitung: 5-Achsen-Gestängefräsen des kompletten Blattprofils, einschließlich Wurzelfilet-Eckenreinigung mit speziellen Lollipop-Fräsern.
- Hilfsverarbeitung: C-Achsen-Indexierung zum Fräsen radialer Kühllöcher und sekundärer Merkmale.
Auf die Optimierung von Werkzeugwegen und Parametern ausgerichtete Titanlegierung mit trochoidalem Schruppen und Schlichten mit konstanter Spanlast zur Vermeidung von Rattern. Der gesamte Prozess lief 24 Stunden lang ununterbrochen ohne Aufsicht.
Ergebnisse
- Genauigkeit: Klingenprofiltoleranz ±0,0025 mm, Oberflächenrauheit Ra≤0,6 µm, Lochpositionstoleranz ±0,003 mm – alles übertrifft die Kundenspezifikationen.
- Effizienz: Die Zykluszeit wurde von 72 Stunden pro Stück auf 22 Stunden reduziert – eine Verbesserung um 227 %.
- Kosten und Qualität: Die Einzelstückkosten sanken um 35 %; Die Chargenqualifizierungsrate erreichte 99,5 %, was das jährliche Lieferziel unterstützt.
Kundenfeedback
„Die 5-Achsen-Dreh-Fräs-Verbundbearbeitung von JTR löste unsere Blisk-Herausforderungen, lieferte Präzision und Geschwindigkeit und wurde zu unserem vertrauenswürdigen langfristigen Partner.“

Warum sollten Sie sich für eine JTR-Maschine für die 5-Achsen-Dreh-Fräs-Blisk-Bearbeitung entscheiden?
1. Bewährte technische Expertise
Mit über 70 Präzisions-CNC-Einheiten, darunter eine Flotte fortschrittlicher 5-Achsen-Dreh-Fräszentren, bringt JTR Machine jahrzehntelanges institutionelles Wissen in komplexe Blisk-Geometrien ein.
2. Strenge Qualitätssicherung
Die Einhaltung der ISO9001:2008-, TS16949- und IATF-Standards liegt jedem Prozess zugrunde. Bei der Inspektion kommen Hexagon-KMGs, optische Projektoren und Oberflächenrauheitstester zum Einsatz, um sicherzustellen, dass die Teile die Druckspezifikationen erfüllen oder übertreffen.
3. Maßgeschneiderte Lösungen
Keine zwei Blisks sind identisch. JTR bietet maßgeschneiderte 5-Achsen-Dreh-Fräslösungen, die auf die Material-, Präzisions- und Volumenanforderungen jedes Kunden zugeschnitten sind.
4. Schnelle Lieferung und Support rund um die Uhr
Schnelle Angebote, Lieferung am selben Tag und Beratung rund um die Uhr reduzieren Ausfallzeiten und beschleunigen die Markteinführung.
FAQs
F1:Welche Materialien kann JTR Machine mit der 5-Achsen-Dreh-Fräs-Technologie verarbeiten?
A:Titanlegierungen (TC4, Ti6Al4V), Superlegierungen auf Nickelbasis (Inconel718, Waspaloy), Edelstahl und Aluminiumlegierungen werden alle unterstützt.
F2:Was ist die typische Zykluszeit für eine einzelne Blisk?
A:Das variiert je nach Größe und Komplexität. Für die Blisk aus Titanlegierung mit einem Durchmesser von 320 mm in unserer Fallstudie betrug der Zyklus 22 Stunden – 60 % schneller als bei herkömmlichen Methoden. Kontaktieren Sie uns mit Ihrem CAD für einen maßgeschneiderten Kostenvoranschlag.
F3:Erfüllt JTR die Luft- und Raumfahrtstandards für ultrahohe Präzision?
A:Ja. Unsere Zentren erreichen eine Profiltoleranz von ±0,003 mm und eine Oberflächenrauheit von Ra ≤ 0,8 µm und entsprechen damit vollständig den Luft- und Raumfahrtspezifikationen.
F4:Wie hoch ist die Chargenqualifikationsrate von JTR für die Blisk-Produktion?
A:Konstant 99,5 % oder mehr dank strenger Prozesskontrolle und In-Prozess-Inspektion.
Verwandte Leitfäden
Industrietechnik
- GD&T-Toleranzen in der Teilefertigung
- Vorschriften für bleifreie PCB
- Wie Hersteller während des Coronavirus-Ausbruchs mit ihren Kunden in Verbindung bleiben können
- Erhellende Gefahren:Wie Pelikan-Taschenlampen helfen, Industriebrände zu verhindern
- Kältemittelfüllvorgang im Kühlsystem oder Wechselstromsystem auf dem Schiff
- Drei Möglichkeiten zur Minderung des Lieferkettenrisikos
- Einführung von Thomas WebTrax 3.0:Opportunity Intelligence für die Industrie
- Ja, Sie sind wirklich bereit für Industrie 4.0:Hier ist der Grund
- Strom in Stromkreisen
- Lieferketten überdenken die Beschaffung. Hier sind fünf Dinge, die Sie beachten sollten.