


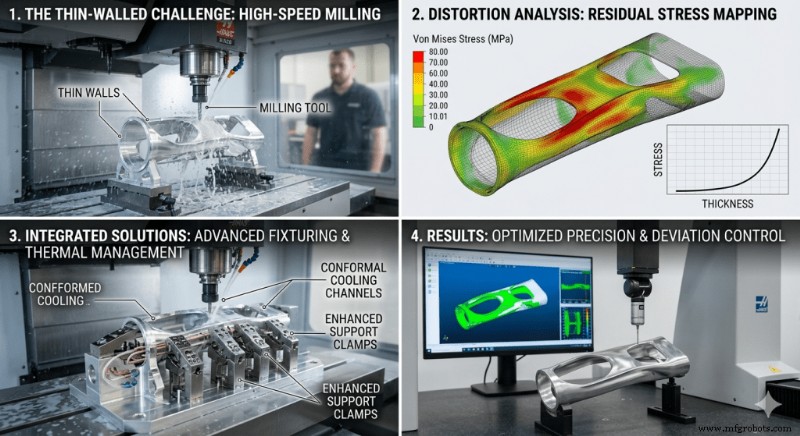
CNC-Verformungskontrolle für dünnwandiges Aluminium in der Luft- und Raumfahrtfertigung
Die Märkte Luft- und Raumfahrt, kommerzielle Raumfahrt und eVTOL fordern immer schlankere Komponenten mit hohem Seitenverhältnis. Ingenieure arbeiten routinemäßig mit dünnwandigen Aluminiumteilen – oft <1,0 mm dick und>100 mm tief – aus 6061-T651- oder 7075-Legierungen. Bei der herkömmlichen 3-Achsen-Bearbeitung ist es schwierig, die Maßgenauigkeit innerhalb der für Luft- und Raumfahrtteile erforderlichen Toleranz von 0,01 mm zu halten und gleichzeitig die unvermeidlichen wellenförmigen Verformungen zu bewältigen, die auftreten können.

Mechanische Analyse der Verformung in Aluminiumlegierungen
Drei Hauptkräfte treiben die Verformung in dünnwandigem Aluminium an:
- Eigenspannungen beim Walzen, Abschrecken und Strecken eingeführt. Das Entfernen von Material während der CNC-Bearbeitung stört das Gleichgewicht und führt zu Verformungen oder Verdrehungen, während das Teil einen neuen stabilen Zustand anstrebt.
- Schnittkräfte werden bei der Bearbeitung von Wänden mit großem Seitenverhältnis problematisch. Die geringe Steifigkeit dünner Abschnitte kann zu Durchbiegungen führen, die die Toleranzgrenzen überschreiten, und regeneratives Rattern – selbsterregende Schwingungen – führt zu Oberflächenunregelmäßigkeiten und zu geringen Wandstärken.
- Wärmeausdehnung ist für Aluminium von Bedeutung. Das Hochgeschwindigkeitsmahlen in der Scherzone erzeugt Wärme; Wenn der Temperaturanstieg nicht abgeführt wird, schrumpft das Teil beim Abkühlen, was die Maßgenauigkeit weiter beeinträchtigt.
Technischer Vergleich:Standard- und fortgeschrittene Methoden
Der Übergang vom 3-Achsen-Workflow zu einem systematischen, hochpräzisen 5-Achsen-Workflow ist unerlässlich. Die folgende Tabelle stellt herkömmliche Praktiken dem Luft- und Raumfahrtfertigungsstandard 2026 gegenüber:
Technischer Parameter | Standard-3-Achsen-Prozess | Hochpräziser 5-Achsen-Prozess (Standard 2026)
Werkstück-Setup | Konventioneller Schraubstock/Spannung | Nullpunktspannung und Vakuumfixierung
Bearbeitungsstrategie | Sequentielles Seitenfräsen | Simultanes symmetrisches Fräsen
Materialspannungsmanagement | Keine (Rohware) | Kryogene Stabilisierung / Mehrstufige Alterung
Schnittgeschwindigkeit (Vc) | 180m/min | 350 m/min (High-Dynamic Siemens 840D SL)
Vorschubgeschwindigkeit (Fz) | 0,05 mm/Zahn | 0,12 mm/Zahn (KI-optimiertes Laden)
Werkzeugschnittstelle | ER-Standardspannzangen | Hydraulische Dämpfung / thermische Schrumpfpassung
Maßabweichung | 0,15–0,30 mm | <0,008 mm
Oberflächenbeschaffenheit (Ra) | 1,6–3,2µm | <0,4 µm (Direct-to-Finish)
Kerntechnologiepfade für die Bearbeitung mit hohem Seitenverhältnis
Das Erreichen einer Präzision von unter 0,01 mm hängt von drei ineinandergreifenden Strategien ab:fortschrittliche Schneidtechniken, innovative Schneidwerkzeuge und KI-gesteuerte Prozesssteuerung.
1. Simultanes symmetrisches Fräsen
Bei der herkömmlichen Bearbeitung wird Material von einer Wandseite vor der anderen abgetragen, wodurch sich die Spannung auf eine einzige Oberfläche konzentriert und eine Rückfederung auslöst. Beim symmetrischen Fräsen werden beide Seiten gleichzeitig (oder abwechselnd) geschnitten, wodurch die Kräfte ausgeglichen werden und die Wand während des gesamten Zyklus stabil bleibt.
2. Dämpfungstechnologie und Werkzeuggeometrie
Die Unterdrückung von Vibrationen beginnt mit dem richtigen Werkzeug. Schaftfräser mit variabler Helix und variabler Steigung unterbrechen die periodische Vibrationsfrequenz, die das regenerative Rattern in Aluminium 6061 antreibt. In Verbindung mit starren hydraulischen Dämpfern – in den Werkzeughalter integrierten Stoßdämpfern – ermöglichen diese Systeme tiefere Schnitte ohne Beeinträchtigung der Oberflächengüte.
3. KI-gesteuerte prädiktive Vergütung
Moderne FANUC- oder Siemens-Steuerungssysteme enthalten KI-Algorithmen, die die Spindel- und Basistemperaturen kontinuierlich überwachen. Die Steuerung berechnet die Wärmeausdehnung im Handumdrehen und passt die Werkzeugversätze an, um sicherzustellen, dass die Schneidkante unabhängig von der Wärmeentwicklung im Soll bleibt.

Implementierungs-Checkliste zur Prozessoptimierung
- Materialvorbehandlung: Kühlen Sie die Legierung kryogen auf –196 °C ab, um die Mikrostruktur zu stabilisieren und Restspannungen neu zu verteilen.
- Strategisches Schruppen: Führen Sie Schruppgänge mit hoher Geschwindigkeit und geringer Tiefe durch, um Schüttgut zu entfernen und gleichzeitig die Wandintegrität zu bewahren. Reservieren Sie eine Zugabe von 0,3–0,5 mm für den letzten Durchgang.
- Stressabbau-Zyklen: Fügen Sie bei kritischen Teilen einen Glühzyklus zwischen Schruppen und Schlichten ein, um einen stabilen Spannungszustand sicherzustellen.
- Endbearbeitungsumgebung: Führen Sie die letzten Durchgänge in einer Klimakammer mit ±1 °C durch. Bevorzugen Sie die Minimalmengenschmierung (Mindestmengenschmierung, MQL) gegenüber dem Flutkühlmittel, um einen thermischen Schock an empfindlichen Wänden zu vermeiden.
- Inline-Inspektion: Montieren Sie hochpräzise Messtaster an der Maschine. Messen Sie kritische Abmessungen unmittelbar nach dem letzten Schnitt und korrigieren Sie Werkzeugversätze automatisch, bevor Sie die Klemme lösen.
Durch den Übergang vom reaktiven zum proaktiven Prozessmanagement – Ausgleich der Schnittkräfte, Dämpfung von Vibrationen und Kompensation thermischer Effekte – können Ingenieure zuverlässig dünnwandige Aluminiumteile liefern, die die für Luft- und Raumfahrtanwendungen geforderte Toleranz von 0,01 mm erfüllen oder überschreiten.
Verwandte Leitfäden
Industrietechnik
- Schritte und Verfahren zum Schutz Ihres PCB-Designs
- Der ultimative Leitfaden für das Wartungsmanagement
- Aktualisierung der IOGP-Spezifikation für Fittings mit kleiner Bohrung
- Relaisbau
- 6 Best Practices für die Bestandsverfolgung im Gesundheitswesen
- Aktualisierung der Stellen in der verarbeitenden Industrie:Februar 2017
- Was sind Präzisionsbearbeitungs- und Verarbeitungstipps – Worauf sollte bei der Präzisions-CNC-Bearbeitung geachtet werden
- Vier Arten von Cyberangriffen und wie man sie verhindert
- Was sind die wichtigen Richtlinien für das Design von Leiterplatten für die Luft- und Raumfahrt? -II
- Erfahrung bestimmt die Effizienz Ihres Fertigungsprojekts